Töödeldava detaili etteandesüsteem neljapoolsel masinal. Neljapoolne höövel
Kasutatakse erinevate ehitus- ja viimistlusmaterjalid samuti mööbel. Selle töökindla seadmega on võimalik saavutada paljusid tähtsamaid eesmärke. Tööriista seadistamine on teostatav ülesanne neile, kes õpivad esitatud artiklist põhiprintsiipe.
Masina keskosa on valatud höövlilaud, mis on paigaldatud stabiilsele statiivile. See disain välistab vibratsiooni. Höövlilaud sisaldab ka põhjalõikurit ja 2 külglõikurit. Ülemine lõikur ja rullid on kinnitatud statiivile. Nad liiguvad massiivsetel trellidel. 4 lõikurit töötavad eraldi mootoritega.
Masina seadistamise etapid
Ettevalmistus tööks algab höövlilaua reguleerimisega. See hoiab ära soovimatu mehaanilise mõju töödeldavale detailile. Ainult seadmete õige paigaldamine tagab kvaliteetse töötlemise.
Tabeli seadmine
Osa ja laua vahele jääv vahe ei tohi olla pikem kui 0,127 mm. Kui platvormi tagumine osa on seatud liiga madalale, hakkab töödeldav detail voodist üles tõusma. Sel põhjusel töödeldakse serva nõutust suurema kumerusega ja tekib vale lõige.
Häälestatud masinas on lahknevused näidatud osade ühenduskohtades välistatud. Vastasel juhul on need nähtavad.
Õige seadistuse korral tekitab kinnitusvarras survet, mille tõttu lõikamine toimub teatud pingutusega. Kui survet ei tunneta, ei viimistleta tooriku ots korralikult.
Voo seadistus
Selleks, et mis tahes elementide tarnimine oleks sujuv, tagades töövoo järjepidevuse, on vaja alumiste rullide asendit peenhäälestada. Need peaksid olema ülemise lõikepeaga joondatud. Juhtsöötur peab asuma teise kohal.
Mõlema rulli paigutus kl õige seadistus vastab alumiste rullide kammiosa otsesele puutujale. Tingimuslik joon on suunatud lõikepea poole.
Samal ajal tuleb voodi ristumiskoht fikseerida ainult ülemise pea ees.
Reguleerimine enne lühikeste toorikutega töötamist
Sageli on olukordi, kus tihedalt virnastatud töödeldavat detaili ei ole võimalik hoida. Sel juhul kasutatakse söötmist läbi automaatse sööturi, mis võib töötada suvalise pikkusega. See põhimõte on tingitud asjaolust, et käsitsi on peaaegu võimatu tagada töödeldava detaili liikumist vajalikul kiirusel.
Kui peatumiseks kulub 2-3 sekundit, võivad pöörlevate peade lõikeservad koheselt tuhmiks minna.
Iga puidutöötlemise toodangu peamised näitajad on kvaliteetne töö ja tootlikkus. Nende tingimuste täitmiseks peab teil olema vastav varustus. Üks selline seade on neljatahuline puidutöötlemismasin.
Disain ja ulatus
Suhteliselt hiljuti on puidutöötlemise tootmises ilmunud kujundused, mis ühendavad mitut toimingut. Puittoodete töötlemine toimub sel juhul neljast küljest korraga. Seda seadet kasutatakse kõige sagedamini freesimiseks ja ühendamiseks.
Puidutöötlemismasin koosneb:
- spindli sektsioon;
- osa etteandeüksus;
- seadmete parameetrite juhtimissüsteemid.
Ühelt poolt võib olla mitu töötlemispead, mis võimaldab vähendada valmistatud toodete maksumust ja lühendada teatud toimingu tegemiseks kuluvat aega.
Neljapoolne masin on ette nähtud järgmiste toimingute tegemiseks:
- Freesimine. Seadmete tööpeadele on höövelvõllide asemel paigaldatud ketaslõikurid, mis võimaldab teha pikifreesimist. Sõrmelõikuritega töötlemiseks on vaja osad perioodiliselt peatada, kuid disain pole seda ette näinud;
- Hööveldamine ja vuugistamine. Seda saab teha võllide abil, millele on paigaldatud teatud konfiguratsiooniga labad. Masina konstruktsioon võimaldab teostada nii viimistlemist kui ka karestamist;
- Reiming ja profileerimine.
Kõige sagedamini kasutatakse selliseid mudeleid lameda pinna või profiiliga saematerjali loomiseks. Kõik tööd saab teha ühe käiguga.
Neljapoolsete masinate abil saate valmistada selliseid tooteid nagu:

Masinate klassifikatsioon ja erinevused
Kõik neljapoolsed puidutöötlemismasinad võib jagada järgmisteks osadeks:
- paksushöövel;
- pikisuunaline freesimine.
Pikifreespink kasutatakse materjali pikkuses soovitud suuruseni lõikamiseks. See puidutöötlemisseade suudab teostada igasuguse keerukusega profileerimist. Noa alumine vars, arvestades hööveldatud puidu paksust, liigub koos lauaplaadiga vertikaalsuunas.
Höövel kasutatakse detaili üheaegseks lõikamiseks kahelt küljelt kindlaksmääratud paksuseks. See on algselt höövel, kuid sellel on täiendav profileerimisfunktsioon. Selline masin suudab toota madalat profileerimist lihtsa väikese varbaluku konstruktsiooniga.
Puidu töötlemine neljast küljest korraga aitab säästa aega ja tõsta tootlikkust. Seetõttu on ehitus- ja mööblisektoris optimaalseks varustuseks neljapoolsed masinad.
Peamised valikukriteeriumid
Arvestades, et keeruka puidutöötlemise masin on kallis seade, on selle valimisel oluline arvestada spetsifikatsioonid ja kõik disaini nüansid. Seadmete jõudlus sõltub:
- baari andmise kiirused ja süsteemid;
- töötlemisaste ja mõõtmed.
Optimaalse masina mudeli valimine peaksite pöörama tähelepanu:

Toorikute täpseks positsioneerimiseks töötlemiskeskuse suhtes on vaja andurite süsteemi. Lisaks tuleks mudeli analüüsimisel arvesse võtta komponentide maksumust, tootja teeninduskeskuste kauguse astet ja garantiitingimusi.
Masinaüksuste disain
Seadme tööpõhimõtte mõistmiseks on vaja kaaluda masina disainifunktsioonid, mis sisaldab palju sõlme.

Mõnes seadmemudelis on kaasas joyter, hüdrauliline spindel ja hulk töötööriistu. Sellised seadmed teritavad nuge vahetult toote töötlemise ajal.
Masina ostmine
Pikifreespink saab osta spetsialiseeritud ehituspoodidest, kuid parem on see osta otse tootjalt (kui me räägime kodumaiste tootjate kohta). Seadmeid saab rentida või osta järelmaksuga.
Enne seadme ostmist peate pöörama tähelepanu järgmistele põhipunktidele:
- esitus;
- täpsus;
- töökindlus;
- Kättesaadavus müügijärgne teenindus;
- varustuse hind.
Kui nelinurkne masin puul on täiendus juba töötavale liinile, on oluline arvestada selle mõõtmetega. Ostmisel peate arvestama tehnilised kirjeldused ja kombinatsioon erinevaid valikuid töötlemine, seadmete kaal ja töö kiirus.
Mõned selliseid seadmeid pakkuvad ettevõtted on endiselt vähe tuntud. Nende toodete hind suhteliselt madal, kuid kvaliteet on piisav. Näiteks Saksa kaubamärk Beaver. Nende toodete maksumus on madal, kuna tootmine asub Taiwanis ja Hiinas. Kuid montaaži osad on valmistatud Saksamaal.
Varustuse valimisel ei tohiks arvestada odavate Hiinas toodetud mudelitega. Tuleb meeles pidada, et nende jaoks on väga raske varuosi leida.
Teeninduse hooldus
 Iga masin kipub aja jooksul lagunema, koostisosad kuluvad. Et sellistel põhjustel töös vähem katkestusi tekiks, on soovitav valida need seadmed, mis on kõige rohkem vastupidav ja kulumiskindel.
Iga masin kipub aja jooksul lagunema, koostisosad kuluvad. Et sellistel põhjustel töös vähem katkestusi tekiks, on soovitav valida need seadmed, mis on kõige rohkem vastupidav ja kulumiskindel.
Lisaks tootlikkusele on oluline, et masin oleks võimalikult ohutu. Seetõttu on ette nähtud piirlülitite, elektriliste pidurite ja heliisolatsiooniga metallist kaitsekorpuse olemasolu.
Toodete töötlemine masinas peaks olema võimalikult täpne ja kvaliteetne. Nendel eesmärkidel on oluline, et seadmel oleks kõigi osade kinnituste staatiline ja dünaamiline tasakaalustamine.
Seadme kasutamisel tuleb järgida selle juhendis toodud reegleid. Reeglites ettenähtust suuremaid toorikuid on võimatu töödelda. Seadme töökorras hoidmiseks on hädavajalik teha ennetus- ja remonditöid.
Väga oluline on masin õigesti seadistada., võttes arvesse mitte ainult selle mõõtmeid ja kaalu, vaid ka puidust toorikute mõõtmeid. Käitaja ei tohiks seista silmitsi materjali tarnimisega seotud raskustega.
Seadmete plussid ja miinused
Neljapoolsete masinate üks positiivsemaid omadusi on kõrge tootlikkus. Optimaalsete tulemuste saavutamiseks peab disain olema varustatud tarkvaraüksusega arvjuhtimine. Siis on inimfaktori mõju minimaalne.
Programmi õigeks koostamiseks peavad olema täidetud tingimused ning töödeldava tooriku täpne mõõtmine. Optimaalses konfiguratsioonis on seadmed ette nähtud silindriliste toorikute ja ristkülikukujulise puidu töötlemiseks. Lehtmaterjalide vuukimist ja freesimist saab teostada mõlemalt poolt. Seda tüüpi masinate töö omadused on järgmised:

Neljapoolsete puidutöötlemismasinate peamised puudused on kõrge hind ja seadistamise keerukus. Kuid tootmisliinil pole need näitajad märkimisväärsed.
Puittooriku töötlemine neljast küljest korraga ühe käiguga toimub neljapoolsete puidutöötlemismasinatega. Sellistel seadmetel töötlemise tulemusena saadakse etteantud geomeetria, soovitud profiili ja vajaliku pinnakvaliteediga puidust ehitustoorik. Neljatahuliste seadmete peamised tooted on puidust toorikud põrandalaudade, voodrilaudade, puit- ja plokkmajade ning plaatide kujul.
Sellise seadme ostmisel on vaja keskenduda neljapoolsete masinate peamistele tehnilistele omadustele:
- intervall toorikute söötmise vahel;
- suurim põiki mõõtmed kaasas olev toorik;
- töötavate spindlite arv;
- seadmete kogumass;
- seadmete koguvõimsuse karakteristikud.
Spindlite arvu järgi jagunevad neljatahulised tööpingid viiespindlilisteks ja kuuevõllilisteks. Mõnikord on ka nelja spindliga konstruktsiooniga ja vastupidi, mitme spindliga seadmeid.
Nelinurksete masinate mudelid
Kodumaine tööstus ja välismaised tootjad varustavad Venemaa turgu suure hulga erinevate tööomadustega neljapoolsete tööpinkidega. Need masinad suudavad teha töid nii poolautomaatses režiimis kui ka järgida CNC-seadmesse sisestatud programmi.
Selle masinapargi suure hulga esemete hulgast paistavad silma neljapoolsed Beaveri masinad, mis tulevad Venemaale alates 2003. aastast. Nende Saksa masinate standardsari sisaldab nelja kuni kaheksa spindlipead. See disain sobib kõige paremini erinevate puidutöötlemise ülesannete lahendamiseks. Nad saavad teostada nii puittoodete kalibreerimist kui ka suure läbimõõduga tala profiili moodustamist majade ehitamiseks. Samal ajal ulatub selliste toodete töötlemiskiirus 60 meetrini minutis.
Baueri masinate ulatus on erinevad puusepa- ja ehitusprofiili töökojad ja ettevõtted, kus toodetakse plaate ja liimpuidust, vormitud tooteid erinevat tüüpi tüüptüüpi elamuehituseks, samuti puidutöötlemiseks mööblitootmises.
Sellistel seadmetel ühe käiguga saadud tooted on väga mitmekesised. Kõik sõltub masina seadistustest ja sisestatud tooriku töötlemisprogrammist.
TO disainifunktsioonid tööpinkide hulgas on suurepärane dünaamiline tasakaalustamine spindlitele, mis on valmistatud läbinud terasest kuumtöötlus. Neid tööpinkide põhikomponente töödeldakse esmalt täpselt ja seejärel hoolikalt kontrollitakse. Tänu sellele on kõik masina osad ja komponendid laitmatu kvaliteediga. Lisaks sellele töötab iga spindel enne masinale paigaldamist mitu tundi spetsiaalsel alusel. Spindli mehhanismi aluseks on ülitäpsed laagrid, mis ei vaja töö ajal hooldust.
Nelinurkset tüüpi puidutöötlemismasinal Beaver 416 on suurepärased omadused ja tööparameetrid. Seda kasutatakse toorikute profiil- ja tasapinnaliseks töötlemiseks ühe käiguga neljast küljest korraga. Sellise töö tulemuseks on antud pinnaviimistlusega ideaalse geomeetriaga toode.

Beaver 416 tehnilised andmed:
- töödeldava tooriku põikmõõtmed 100x160 mm;
- töövõllide arv - 4 tk.;
- tooriku etteanne töötlemise ajal - kuni 25 m / min;
- elektrivõrgust tarbitav võimsus - 22 kW;
- masina kaal - 2780 kg.
Töö- ja söötmislauad läbivad kuumtöötluse, mille tulemusena saavutatakse metalli kõrgeim tugevus. Laudade pind on kaetud paksu kroomikihiga, mistõttu nende osade kulumiskindlus on väga kõrge. Samuti libisevad toorikud nende pindade poleerimise tulemusel nende kohal kergesti, ilma et kulutaks palju vaeva töötlemistsooni söötmiseks.
Voodi töötlemine toimub ülitäpsetel Jaapani CNC seadmetel. Paljud osad, mis mõjutavad seadme vibratsioonikindlust töötamise ajal, on valmistatud ülitäpse valutehnoloogia abil.
Weinig masin

Diagramm näitab neljapoolse masina põhiseadet
Saksa neljatahulise Weinig masinaga profileeritakse puitdetail korraga neljast küljest. Puittooriku töötlemine toimub samaaegselt selle profileerimisega. Kuna kõik tehakse ühes tehnoloogiline toimimine, siis vähendavad sellised seadmed oluliselt ühe toote töötlemisele kuluvat aega, suurendades seeläbi töötajate efektiivsust.
Weinigi neljapoolse höövli eelised sarnaste masinate ees:
- detaili puitpinna kõrgeim töötlemise puhtusaste;
- väga kõrge jõudlus;
- toote vastavuse täpsus kindlaksmääratud geomeetrilistele parameetritele;
- seadmete paigaldamise lihtsus tootmiskohas.
Weinig tööpinke kasutatakse nii väikeettevõtluses kui ka puitliistude tüki valmistamisel. Pinnatöötluse laitmatu puhtus võimaldab kasutada seadmeid mis tahes puuliigist toodete valmistamiseks.
S-25 seeria masinad
Erilist tähelepanu väärib neljatahuline masin C-25, mis on mõeldud kvaliteetsete vormitud puittoodete valmistamiseks. See on peamiselt põrandalaud, vooder, höövelpuit, põrandaliistud ja plaadid. Nende toodete valmistamise lähtematerjaliks on lõigatud laud või puit. S-25 jõudlus võimaldab saada kuni 2 kuupmeetrit kvaliteetseid tooteid tunnis.
Pideva söötmise korral toimub toote töötlemine kohe neljast küljest suures mõõtmete vahemikus. Seadmel on malmist karbikujuline raam, millele on paigaldatud tooriku kinnitusrullikute ja etteandemehhanismiga pidurisadulad. See neljapoolne höövel on terasest padjad-lauad puidu tooriku asukoha määramiseks töötlemise ajal. Etteandemehhanism on varustatud variaatoriga, mis võimaldab sujuvalt muuta etteandekiirust vahemikus 10-45 m/min.
Seadme S-25 omadused:
- asub ajamirea all;
- kõigi spindliüksuste kõrge täpsus;
- etteanderullide olemasolu kogu tooriku ulatuses;
- kõrge etteandekiirus;
- masina seadistamise ja vahetamise lihtsus.
Kodumasinaid S-25 kasutatakse laialdaselt nii neljapoolse vooderdusmasina kui ka puidu neljapoolse masinana.
 Neljatahuline masin C-26 erineb oma C25 kolleegist kõrgema tootlikkuse, 40 m / min-ni suurendatud ja suurenenud võimsuse poolest, mis võimaldab ühe käiguga eemaldada kuni 10 mm paksuse tooriku puidukihi. Seadme kasutamist lubavad madala kvalifikatsiooniga töötajad, kuna selle disain on väga lihtne ja töökindel. Lisaks on töötlemiseks lubatud madala kvaliteediga toorikud. Selliste seadmete oluline omadus on võimalus seda kasutada ebasobivas ruumis, mõnikord otse vihma ja lume eest varikatuse all.
Neljatahuline masin C-26 erineb oma C25 kolleegist kõrgema tootlikkuse, 40 m / min-ni suurendatud ja suurenenud võimsuse poolest, mis võimaldab ühe käiguga eemaldada kuni 10 mm paksuse tooriku puidukihi. Seadme kasutamist lubavad madala kvalifikatsiooniga töötajad, kuna selle disain on väga lihtne ja töökindel. Lisaks on töötlemiseks lubatud madala kvaliteediga toorikud. Selliste seadmete oluline omadus on võimalus seda kasutada ebasobivas ruumis, mõnikord otse vihma ja lume eest varikatuse all.
Mõnikord hea variant ettevõtjale on osta kasutatud neljatahuline puidutöötlemismasin mudel C-26. Isegi pika tööajaga võimaldab see seade saada kvaliteetseid tooteid. Koduse konfiguratsiooni peamisi laagrisõlmesid saab hõlpsasti taastada, kuna kõik varuosad on seadmete turul hõlpsasti leitavad. Tavaliselt kõige rohkem tarbekaubad on höövelnoad, mida pakuvad ohtralt paljud puidutöötlemisseadmete varuosi tarnivad ettevõtted.
Neljatahulised freespingid
Vormitud puittoodete valmistamise seadmete valiku elemendiks on neljatahuline freespink SKM M-412. Seda kasutatakse puidutoorikute neljapoolseks töötlemiseks freesidega. Sel juhul on võimalik luua väikese sügavusega tooteprofiil. Nende seadmete peamine rakendus on mööbli valmistamine, erinevate puittreppide valmistamine. Selliseid seadmeid kasutatakse tavaliselt seal, kus toodete puhul ei nõuta kõrge täpsusega kvaliteediparameetreid.
Neljatahulise puidutreipingi SKM hind on hetkel 1 76 000 rubla.
Neljapoolse pikisuunalise konstruktsiooni omadused freespink SCM:
- iga töövõlli jaoks eraldi elektrimootor;
- positsioneerimistäpsuse digitaalne pakkumine;
- tööorganite suur voolavus;
- sõlmede ja mehhanismide kompaktne paigutus;
- reguleeritav tooriku etteanne.
Tänu tsentraliseeritud juhtpaneeli olemasolule on seadet väga mugav ja lihtne kasutada. Iga spindlit juhitakse eraldi.Free on lihtne osta neljapoolsele masinale, minnes puidutöötlemisseadmete ja nende tarvikute tarnijate veebisaitidele.
 Lisaks artiklis loetletud ja kirjeldatud neljapoolsetele seadmetele kasutavad ettevõtjad laialdaselt S-16 masinaid, Starti masinaid ja Griggio seadmeid. Ükskõik milline neist tüüpidest tehniline abi Saate osta nii uue kui ka kasutatud versiooni.
Lisaks artiklis loetletud ja kirjeldatud neljapoolsetele seadmetele kasutavad ettevõtjad laialdaselt S-16 masinaid, Starti masinaid ja Griggio seadmeid. Ükskõik milline neist tüüpidest tehniline abi Saate osta nii uue kui ka kasutatud versiooni.
Valides, millist neljapoolset masinat osta, peate täpselt kindlaks määrama tulevaste toodete valiku ja töövõime. Ja juba sellest lähtudes peatuda mõnel eraldi mudelil. Kui projekt nõuab madalat tootlikkust ja töödeldavate detailide väikeseid põikimõõtmeid, võib sobivam olla neljatahuline minimasin, mis maksab palju vähem ja võtab tootmisplatsil üsna tagasihoidliku koha.
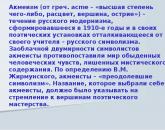
Riis. 1. Neljapoolne masin, millel on kõigi agregaatide rihmülekanne ühest ülekandevõllist
Ja tõepoolest, puusepp kasutab palkide raiumisel ja rangelt kirvest, adzet ja kaabitsat - lihtsat ja ebatäpset tööriista. Kuid puusepp hoiab käes selliseid imelisi adrasid nagu höövel, šerhebel, vuuk, zenzubel, volditud sahkur, sulund, voolimismasin jt, millega saab mitte ainult tahvli või lati pinda hööveldada, vaid ka mööda vormida. nende kogu pikkuses suure täpsusega profiiliosaga. Teine asi on see, mis maksab käsitsitöö Millist kvalifikatsiooni see töö nõuab?
Hööveldamine või freesimine?
Puitu osati planeerida juba kolm tuhat aastat tagasi, Vana-Egiptuses ja 79. aastal surnud Pompei linna väljakaevamistel. e., leiti lennukid, mis on väga sarnased kaasaegsetele.
Kõik sellest ajast möödunud pikad sajandid on püüdnud hööveldamist mehhaniseerida. Ja kui esimene treipink lõi Diodorus Siculus aastal 650 eKr. e., siis pole sellist asja, mida tänapäeval 100% hööveldamiseks võiks nimetada. Selle asemel on inimkonnal ainult seda asendavad freespingid - vuugistamine, paksus, freesimine vertikaalse spindliga (ülemine või alumine) ja neljatahuline - eelnimetatute kombinatsioonina, mis võimaldavad töödeldavat detaili üks sööt järjestikku kõigilt neljalt küljelt. Aga kuna nende kasutamine võimaldas käsitsi hööveldamisest loobuda, nimetati neid 19. sajandi lõpus ekslikult puuseppadeks. Ja kui saja aasta pärast hakkasid vene teadlased tegelema puidutöötlemisseadmete klassifitseerimisega, selgus, et need masinad ei ole hööveldamine, vaid pikifreesimine.
Fakt on see, et hööveldamine on puidu lõikamine noaga, mille tera liigub töödeldava pinnaga paralleelselt. Hööveldamine nagu tehnoloogiline protsess hõlmab ühe konstantse paksusega laastu saamist noa läbipääsuks, näiteks laastude lokkide nõrutamist käsihöövliga hööveldamisel või spooni hööveldamist spetsiaalsetel masinatel, kui nuga liigub sirgjooneliselt.
Ja freesimine on puidu lõikamise protsess pöörleva lõikuriga, mille lõikurid lõikavad liikudes mööda ringikujulist rada, samal ajal kui toorik või kogu tööriist saab sooritada etteande sirgjoonelist translatsiooniliikumist. Samal ajal jagatakse töötlemisvaru piki tsükloide ringlevate lõikurite (nugade) abil suureks hulgaks laastudeks, mis protsessi kinemaatika tõttu on muutuva ristlõikega ja meenutavad kujult piklikku koma.
Peamine erinevus nende kahe töötlemisviisi vahel seisneb selles, et töödeldud pinna geomeetria seisukohalt osutub see hööveldamisel tasaseks ja freesimisel laineliseks, moodustub pinna ülaosas. freesnugade tsükloidsed trajektoorid süvendite ja harjade vaheldumisega.
Kuid termin "hööveldamine" on juba kindlalt sisenenud erialasesse sõnavarasse, tehnilisse kirjandusse ja isegi puidutöötlemise õpikutesse. Ja arendades nende masinate jaoks meie esimest GOST-i, olid selle loojad juba 1970. aastate alguses, et mitte teha revolutsiooni, sunnitud kasutama selle nimetuses sulgudes terminit "pikisuunaline freesimine", jättes tuttava "hööveldamise" sõnaks. peamine. Muidugi oli ajapikku plaanis see viga parandada, aga siis see hea kavatsus kuidagi ununes...
Sellegipoolest nimetatakse neljapoolseid "pikifreespinkideks, mis on ette nähtud puidust toorikute tasapinnaliseks ja profiiliks pikisuunaliseks freesimiseks ühe käiguga kõigist neljast küljest piki ristlõike".
Nelinurkade ajalugu
Arvatakse, et metallitöötlemise freespingi leiutaja oli inglane Eli (Eli) Whitney, kes sai vastava patendi 1818. aastal. Kuid peagi hakkasid sellised masinad puidutööstuses levima. Esimene "höövel-vormimismasin" - tänapäevaste neljatahuliste pikifreespinkide eelkäija - patenteeriti 1827. aastal.
Selliste masinate levikut pidurdas individuaalse ajami puudumine. Ajam oli rühm, see tähendab kõigi masinate jaoks tavaline, üksik ja see viidi läbi vesiratta võllilt ja hiljem - võllilt. aurumootor, läbis kogu töökoja ja iga sellest väljunud pöörleva üksuse jaoks eraldi rihmülekanded. Selge on see, et väga raske oli tuua mitut veorihma neljatahulises masinas paiknevatele neljale spindlile nii vertikaalselt kui ka horisontaalselt, samuti etteandemehhanismi (joon. 1).
Oma elektrimootoriga käitatavate puidutöötlemismasinate võidukas rongkäik sai alguse 1907. aastal, kui Inglise firma Wadkin lõi DC Pattern Miller. Ja 20 aastat hiljem, 1928. aastal Saksamaal, viimane suurettevõtted lõpetas tööpinkide rühmaülekande ajami asendamise individuaalsega - üksikutest elektrimootoritest. Algas tööstusliku puidutöötlemise ajastu, mille tehnoloogiate väljatöötamisel mängisid üht peamist rolli neljatahulised masinad.
Nelinurksete masinate klassifikatsioon

Riis. 2. Neljatahulise masina spindlite klassikaline paigutus:
1 - alumine horisontaalne spindel;
2 - parempoolne vertikaalne spindel;
3 - vasakpoolne vertikaalne spindel;
4 - ülemine horisontaalne spindel
Neljatahuliste pikifreespinkide eesmärk on vardade, laudade või puidu freesimine, et saada toorikuid ja detaile, mille ristküliku- või profiillõik on kogu pikkuses konstantne.
Reguleerimisala - puidutöötlemis- ja mööbliettevõtted, mis toodavad täispuidust vormitud tisleri- ja ehitustooteid ning pooltooteid ning mööbliosi.
Taga pikki aastaid, mis on möödunud nende leiutamisest, on neljatahulised masinad säilitanud kogu algselt neisse sisseehitatud sõlmede koostise, kuigi need on konstruktsiooni täiustamise tõttu tõsiselt muutunud.
Iga selline masin sisaldab ka tänapäeval voodit, millel asuvad lauad (töötavad ja ühenduskohad); pikisuunalised juhtjooned; etteandemehhanism (kontsentreeritud või hajutatud); tooriku klambrid (külgmised ja vertikaalsed); freesseadmed (horisontaalsed ja vertikaalsed) ja juhtimissüsteem.
Täitmise järgi jagatakse neljapoolsed masinad tinglikult kolme põhirühma. Esimene sisaldab kerget, töödeldavate osade laiusega kuni 180 mm. Need on mõeldud eelkõige vormitud tisleri- ja ehitustoodete (plaadiliistud, põrandaliistud jne) tootmiseks. Selliste masinate etteandekiirus on 6-36 m/min (kinemaatiline), spindlite arv on 4-6. Teise rühma masinad on keskmised, töötlemislaiusega kuni 250 mm. Neid kasutatakse ehitusliistude, talade, laudade jms tootmiseks. Selle rühma masinate etteandekiirus on 8-60 m/min ja saematerjali kalibreerimismasinate puhul 150 m/min ja rohkem. spindlid mitte rohkem kui viis. Kolmas rühm - rasked masinad töötlemislaiusega kuni 600 mm. Kasutada ehitustalade, seinaliimitud talade ja muude sarnaste suurte osade töötlemiseks ristlõige. Saadaval on ka ülirasked neljatahulised masinad freesimislaiusega kuni 2600 mm, mida kasutatakse laiade liimpaneelide ja talade töötlemisel.
Kui paarkümmend aastat tagasi kuulusid esimesse masinagruppi ka masinad töötluslaiusega 60-100 mm, siis viimasel ajal on nõudlus selliste seadmete järele vähenenud ja selle masstoodang peaaegu seisma jäänud.
Samuti on jaotatud neljapoolsed masinad vastavalt nende tehnoloogilisele otstarbele. Tavaliselt on masinatel reeglina ainult neli spindlit töödeldava detaili töötlemiseks altpoolt, mõlemalt poolt ja ülalt.
Kui neljapoolsed masinad on varustatud seadmetega ja freesseadmed algsete toorikute kumeruse (väänatuse) kõrvaldamiseks, siis analoogiliselt käsiliitmikuga võib neid erialakeeles nimetada höövliteks. Neil on piklik töölaud (höövellaud) ja sisselaskeava juures agregaadid, mis tagavad tasase aluspinna tekkimise originaaltooriku alumisele pinnale ja servale.
Masinaid, mis on varustatud väljundis täiendava, viienda spindliga, mis on ette nähtud toorikutelt sügava pikiprofiili proovide võtmiseks või nende pikisuunaliseks lõikamiseks saagidega toorikuteks, nimetatakse voolikuteks - analoogselt höövel-vormimismasinaga. Masinaid, mis ühendavad hööveldamise ja profiilivaliku funktsioonid ning on varustatud vastavate sõlmede ja sõlmedega, nimetatakse vuugimiseks ja vormimiseks.
Esimese vooliku konstrueeris Saksamaal 1920. aastal Armin Berner. Töötades Gubischis täiustas ta masina disaini ja laiendas selle funktsioonide ulatust, mille tulemusena sündis esimene neljatahuline voolimismasin.
Nelinurkmasinate tehnoloogilised skeemid
Iga neljapoolset masinat võib pidada freespinkide mehhanismide kombinatsiooniks, mis on rühmitatud ühele voodile osade töötlemise toimingute järjestuse järjekorras.
Klassikalise spindli paigutuse korral (joonis 2) on ettenihkes esimene alumine horisontaalne, mis sarnaselt höövli spindlile loob tooriku alumisele pinnale sirge tasase aluspinna.
Seejärel paigaldatakse masinasse esimene vertikaalne spindel (tavaliselt etteandes paremale), mille ülesandeks on luua tooriku servale tasane sirgjooneline aluspind, mis on selle alumises osas moodustatud alusega rangelt risti. nägu. Selle spindli töö on sarnane freesimisega vertikaalne masin spindli alumise paigutusega, mis täidab serva ühendamise funktsiooni.
Klassikalise skeemi masinates järgneb esimesele vertikaalsele spindlile sarnane, kuid täidab paksuse töötlemise funktsiooni tooriku etteantud laiuse saamiseks. Sama spindel võib üheaegselt teostada serva profiili moodustamist.
Paksuse moodustab ülemine horisontaalne spindel, eemaldades tooriku ülemiselt pinnalt varu - sarnaselt ühepoolse töötlemisega paksendaja. Sama spindliga on sobiva tööriista paigaldamisel võimalik vormida töödeldava detaili ülemisele pinnale profiil.
Seega töödeldakse neljapoolsel masinal järjestikku kõiki detaili nelja pikipinda, mis tegelikult määras seadme nimetuse.
Mõnel juhul võib neljapoolse masina paigutus ja spindlite arv siiski erineda klassikalises skeemis omast.
Sellisel juhul on esmatähtis töödeldud profiili ristlõike kuju. Sellel võib olla näiteks suur varu sügavus, mida ei saa ühe lõikuriga eemaldada, kuna on vaja suurt lõikuri läbimõõtu suurendada. Varu suurust (sügavust) võib piirata ühe spindli ajami võimsus, mis ei võimalda varu ühe käiguga täielikult eemaldada. Profiilil võib olla ka mõningaid sisselõikeid, mis pole horisontaalsete või vertikaalsete lõikurite jaoks saadaval.
Lisaks tuleb töödeldava detaili liigutamisel läbi masina usaldusväärse kontakti kaudu etteandemehhanismi elementidega tagada selle liikumise range ühtsus. Kuid näiteks kolmnurkse või selle lähedase sektsiooniga osade valmistamisel ei ole toorikul lihtsalt etteandemehhanismi rullikutega kokkupuutumiseks sobivaid pindu ja profiili lõpliku moodustamise peavad läbi viima mitmed pidurisadulatele monteeritud lõikurid, mis asuvad masina väljundküljele võimalikult lähedal .
Kõik see võib kaasa tuua vajaduse kasutada masinas täiendavaid horisontaalseid ja vertikaalseid spindleid, sealhulgas kallutavaid.
Kuid enamasti kasutatakse neljapoolsetes vormimismasinates suhteliselt lihtsate profiilide moodustamiseks viiendat täiendavat spindlit, mille tugi võimaldab selle asetada tooriku kohale, alla, vasakule või paremale või kallutada. mis tahes etteantud nurga all.
Sellise universaalse, erinevatesse asenditesse ümber paigutatud vormitoe patendi sai 1954. aastal Saksa firma Weinig.
Võrreldes klassikalise skeemiga on spindlite arv suurenenud ka höövli neljapoolsetel masinatel. Ja selle seadme tööpõhimõtet ja liitmisviise käsitletakse järgmises väljaandes.
Andrei MOROZOV,
firma "Media Technologies"
tellitud ajakirja LesPromInform poolt
4-poolne puiduruuter mõeldud erinevat tüüpi laudade, talade ja toorikute tasapinnaliseks ja profiiliks üheaegseks freesimiseks (seda tööriista nimetatakse rahvapäraselt "neljapoolseks", me ei kaldu traditsioonist kõrvale). Sellel tööriistal on oma omadused ja omadused, millest me räägime ...
Levinumad nelinurksed mudelid on C26-2M, C25-2A, C25, C16-2A. Masinatüübil C16-2A töötavad nad kappide, põrandaliistude, tisleritoodete ja sarnaste materjalidega. Esimesed kolm masinat töötlevad põrandakatteid (laudu), samuti akna- ja ukseraamide latte.
Neljapoolse masina seadistamine

Neljatahuline puidutöötlemismasin on malmvoodi, millel on laud, lõike- ja etteandemehhanismid, mis käitavad elektrimootorit.
Enne töö alustamist on vaja paigaldada teravalt teritatud nuga või lõikur. Pärast seda seadistatakse masin detaili enda põhjal (joonlauad, klambrid, söötja jne). Kinnitusmehhanism tuleb paigaldada nii, et latt läbiks võimalikult vabalt ja ei vibreeriks. Ülemised rullid on seatud nii, et latt pääseb nende alt läbi, kui need alla lasta.
Olles veendunud, et masin on seadistatud, tuleb sellest läbi lasta mitu testriba. Tänu sellele veendute kindlasti, et masin on õigesti seadistatud ja isegi kui see pole nii, ei riku te soovitud töödeldavat detaili. Toorikud tuleb sööta otsast lõpuni. Lühikesed toorikud, esimene töötlemine pikkuse kordsega, pärast mida saate jätkata kärpimist.
Peamised probleemid ja nende kõrvaldamine:
Ebaühtlane pind. Defekt on võimalik noavõllide ebaõige reguleerimise ja/või masina vibratsiooni tõttu;
Külgedel väljatõmmatavad osad. See defekt viitab klambrite valele reguleerimisele või kõverate toorikute töötlemisele;
Moonutatud profiil - nugade / lõikurite vale paigaldamine vertikaalsetele peadele;
Keele ja soone mittevastavus. See defekt on tekkinud lõikurite ebatäpse paigaldamise või teritamise tõttu.
Kaks põhilist ohutusreeglit – ära tööta masinal ilma piirdeta, ära roni masinasse selle töötamise ajal (puhasta, reguleeri jne).
Lõikurite tüübid ehk kuidas ja millega töötada ...

Enne paigaldamist peavad noad ja lõikurid olema ideaalselt teritatud ja hästi tasakaalustatud. Kinnitage võlli külge ühtlaselt, keerake poldid vaheldumisi, alustades keskelt.
Lõikureid on nelja tüüpi- monteeritud ja otsaga, tahke ja komposiit. Puusepadetailidega töötamiseks kasutatakse tavaliselt kesta- ja liitlõikureid. Lõikurite reguleerimise ajal parameetrid salvestatakse ja teritamise lõpus profiil ei muutu. Lõikuri läbimõõt on 80-180 mm.
Sujuva freesimise saavutamiseks kasutage nelja sisestusnoaga silindrilisi kestalõikureid diameetriga 80-140mm, kõrgusega 40-260mm.
Täiuslike soonte ja servade saamiseks kasutage kestalõikureid. Seda tüüpi lõikurite puhul valitakse 28 ja 36 mm paksuses plaadis sooned laiused 4-12.
Joodetud sisetükkidega kesta- ja soonelõikurid sobivad ideaalselt:
Ristkülikukujulised piki- ja põikisuunalised sooned;
Liimitud puit.
Freesid on täiendatud kiirterasest või kõvasulamist sisetükkidega.
Siledaks freesimiseks kasutatakse tavaliselt freese, millel on 4 kuni 8 lõikurit. Freesi eelisteks nugade ees on kiire ja lihtne paigaldamine, kõrgendatud ohutustase (erinevalt nugadest).
Neljapoolse mänguautomaadi kasutamine

Määrdeaine
Masina reduktori hammasrattaid on vaja iga kvartal (st iga 3 kuu järel) määrida AK-Yu õliga;
Kuullaagrid määritakse samade intervallidega US-2 määrdega;
Puksid ja liugelaagrid - iga vahetus tahke õliga US-3;
Seadekruvisid määritakse iga kuu US-2 määrdega;
Määrige pidurisadulate juhikuid IM-45-ga iga kuu.
Neljapoolse masina seadistamine

Masina reguleerimisel materjali vajaliku paksusega tuleb ülemiste rullidega tugi ja ka ülemise lõikepea tugi seada kõrgusele hoorataste abil ja surverullid - kruvidega. Laiuse reguleerimiseks kasutage vasakut vertikaalset spindlit ja külgklambreid.
Vajalikule profiilile kohandamine toimub profiilnugade paigaldamisega peadele.
Neljapoolse masina seadistamise põhireeglid:
Paigaldage esilaua serv ja alumised rullid laua alla, paksusega, mis on võrdne eemaldatava puidukihiga;
Ülemised rullid seatakse vastavalt töödeldava detaili paksusele (kinnitusvaru on 5 mm);
Esipea noad on paigaldatud tagumise laua tasemele;
Ülemised rullid ja surverullid on reguleeritud vastavalt töödeldava detaili laiusele ja paksusele. Rullides on kinnitusvaru 5 mm, kinnitusrullikutes - 15-20 mm;
Juhtpeatuse joonlaud paigaldatakse vertikaalpeast 3-4 mm kaugusele (alumise rullide suhtes hoia 90-kraadine nurk);
Teostame noapeade lõpliku joondamise.
Mida peaks masin pärast reguleerimist pakkuma:
Külgservade sirgus (kontrollige sondiga, lubatud määr on 0,2 meetri kohta);
Vastasservade paralleelsus (kontrollige nihikuga, lubatud määr on 0,3);
Kõrvuti asetsevate servade perpendikulaarsus (kontrollige sondiga, tolerants 0,15 x 0,1 m);
Varda ühtlane paksus.
Tee-seda-ise neljatahuline masin

Kvaliteetne neljatahuline puidumasin, mis annab omanikule selle kasutamise naudingu ja toob minimaalselt tüli, on üsna kallis. Märkimisväärne osa inimestest eelistab teha omatehtud neljapoolset masinat. Oma kätega neljatahulise masina tegemiseks pole vaja olla superprofessionaal. Niisiis, vaatame lähemalt, millistest etappidest masina valmistamine koosneb.
Juhend
- Kõigepealt loome masina enda raami. See on pind, millele kõik paigaldatakse. vajalik varustus. Raamil peab tingimata olema U-kujuline põlv, mis hoiab Z-telge.Selleks on vaja 2,5 cm paksust toru. Kui toruühendused on paigas, kandke peale hermeetik.
- Mootori ja X-telje juhikud. Nüüd on vaja paigaldada X-telje juhikud. Need on valmistatud alumiiniumist ja neil peaks olema 1,9 cm laiune U-kujuline sälk. Neid saab osta igast poest, kus müüakse metalltooted. Paigaldame mootori koos hoidikuga ja kinnitame selle mootori võlli külge.
- Valmistame ette aluse (X-telg), vajame metalli või plastikut, mis kinnitatakse raami külge. Seejärel kinnitame laagrid alumiiniumitükile.
- Valmistame ette platvormi Y. See on identne platvormiga X, ainult 90 kraadi pööratud. Sellele järgneb mootori ja siinide paigaldamine platvormile X, misjärel monteeritakse kokku liigutatav platvorm Y. Ärge unustage ühendusmutrit ja laagrit.
- Me paneme kokku Z-telje see etapp Z-telje kokkupanemisel korrake X- ja Y-telgede kokkupanemise protseduuri.Võtame tasase materjali ja kinnitame sellele mootori koos juhikutega, mille järel paigaldame laagri ja U-kujulise profiili. Meie platvorm liigub üles-alla, nii et mootori raskuse all võib see maha tulla. Selle vältimiseks paigaldage juhiku mõlemasse otsa rull-laager.
Viimane etapp. Kinnitage mootor Z-platvormi külge ja paigaldage platvorm raami sisse. Meie disain on peaaegu valmis. Meie teha jääb elektrimootorite ühendamine ja programmi käivitamine.
Juhime teie tähelepanu videole "Kuidas neljatahulist masinat kokku panna".
Tuntud tarnijate masinad – kvaliteedi tagamine
"DIOS" - puidutöötlemisseadmed ja -komponendid

Kaubandus- ja tööstuskontsern "Marketlis-DIOS" on juba üle 17 aasta pakkunud klientidele kvaliteetseid puidutöötlemisseadmeid tuntud maailma tootjatelt. Alates 2002. aastast see ettevõte tegutseb eraldi struktuurina ning varustab enam kui edukalt Ukraina tootjaid kvaliteetsete ja vajalike seadmetega: puidutöötlemismasinad, puidutöötlemisseadmed ja -tööriistad jne.
Ettevõte osaleb igal aastal maailma temaatilistel näitustel. Teadmised oma valdkonna viimastest uuendustest ja saavutustest ning aastatepikkune kogemus võimaldavad ettevõttel konkureerida tuntud Euroopa tarnijatega.
LLC "Kaubanduskoja läbirääkimiste insener"

OOO" Kaubandusmaja Negociant-engineering" alustas oma eksisteerimist puidutöötlemise turul 1997. aastal. Tänaseks on see ettevõte üks liidritest Euroopa puidutöötlemisseadmete tarnimisel Venemaa turule.
Trading House LLC klientide hulgas on tuntud Valgevene ja Venemaa ettevõtted Ja mööblivabrikud kellega usaldus on loodud. "Trading House Negociant-engineering" on enam kui saja Euroopa ja Venemaa tootjad varustus.
Ettevõte mitte ainult ei tarni seadmeid, vaid annab ka konsultatsioone, pakub lõplikke tehnilisi lahendusi ning pakub ka teenuseid seadmete paigaldamiseks, kasutuselevõtuks ja hoolduseks.
Global Edge ettevõtete grupp
Väljend "Global Edge" ilmus 1991. aastal. See on võib-olla kõige kuulsam ettevõtete grupp Venemaa turul. Global Edge on pioneerid, kes tõid 90ndatel esimestena Venemaale kvaliteetseid puidutöötlemisseadmeid.
Lintsaemasinad, Ameerika nelinurkmasinad, Euroopa seadmed masstoodang mööbel ja muu varustus – kõik see on Global Edge’i teene.
Ettevõttel on palju tõsiseid auhindu, sealhulgas: ülevenemaaline konkurss "Vene mets", "Puidutöö juht", "Parim". Venemaa ettevõtted”, “Parim tarnija 2005”, “Euroopa standard”, kõigil neil konkurssidel saavutas ettevõte esikoha.
Hind neljapoolsele freespinkile
Oleme juba mõelnud, kuidas masinat oma kätega teha. Kuid kui teil on võimalus osta valmis masin, on parem valida see valik. masina kohta neljapoolne hindüsna mitmekesine ja jääb hinnavahemikku - 400 000-1 000 000 rubla. Neljapoolse masina nugade hind algab 220 rublast. Võite osta kasutatud masina või Hiinas toodetud masina - kuid efekt pole sugugi sama. Kaks kõige rohkem parimad valikud- Ostke või tehke ise.



Populaarne
- Kodulooliste tegevuste projekt “Minu väike kodumaa” Kodulooraamatukogu projekt
- Täielik aruanne (abi) Plagiaadivastane plagiaadivastane kontrollprotokoll näeb välja selline
- Aatomi elektrooniline konfiguratsioon
- Kuidas ühendada maja ja krundiga elektrit: kuhu minna, mida vajate ja kui palju see maksab Kuidas valida arvutile Wi-Fi adapterit: väline ja sisemine
- Kuidas kaunistada uueks aastaks kontorit, õppe- või töökohta: originaalsed ideed Kaunistage kontor uueks aastaks
- DIY jõulukaunistus
- Põllumajanduse ja töötleva tööstuse päeva tähistamine
- Millal tähistatakse põllumajanduspäeva?
- Kaardimängud laua taga
- Naljakad ja naljakad võistlused lõbusale täiskasvanute seltskonnale