Lihtne rullimismasin. Valtsimismasin - seadmed lehtmetalli painutamiseks
Valtsimismasinad on kõige olulisemad seadmed metalli saamiseks vajalikul kujul. Neid arutatakse artiklis.
Üldine informatsioon
Tänapäeval on metall kõige levinum materjal, millest valmistatakse tohutult erinevaid asju alates väikestest majapidamisdetailidest kuni suurte tööstusrajatisteni. Siiski on üks väga oluline punkt, mida kõik ei tea. Metalli lihtsalt sulatamisest ja seejärel valuplokiks muutmisest ei piisa. Pärast valuploki moodustamist kantakse mis tahes metall valtsimistehasesse. Ainus varustus, mis sellistes töökodades saadaval on, on valtsimismasinad. Just need seadmed annavad soovitud kuju, mis sobib metalli hilisemaks kasutamiseks. Väärib märkimist, et see varustus on tänapäeval üks vanimaid. Aastate jooksul on masin end aga tõestanud nii heast küljest, nii heade omaduste ja tootlikkusega, et seda kasutatakse tänaseni.
Masina seade
Sellisena pole valtsimismasina seadet keeruline ega raske hooldada, kokku panna ega parandada. Selle seadme ainus eesmärk on anda metallist valuplokkidele kuju. Teisisõnu, suured valuplokid sisenevad valtspinki ja valtspinki läbides kujundavad need tuttavamaks, Lehtmetall. Selle efekti saavutamiseks on valtsimismasina konstruktsioonis kaks pidevalt üksteise poole pöörlevat rulli. Vaatepunktist tehnoloogiline protsess seda tööd peetakse üsna lihtsaks. Lisaks on tehnoloogia pidev täiustamine võimaldanud selle seadme töös palju täiustusi ja muudatusi teha. Tänu nendele muudatustele on kõik seda tüüpi seadmed nüüd võimelised töötama täisautomaatrežiimis.

Veeremine
Metalli valtsimismasin täidab veel ühte väga olulist funktsiooni. See ei kujunda ainult lehte. Kui valuplokk seda masinat läbib, muutub metall ühtlasemaks ja struktuurilt tihedamaks. See on tingitud asjaolust, et rullid kirjutavad täielikult üle või sulgevad kõik praod või tühimikud, mis võiksid valuplokile tekkida.
Teine oluline punkt- metalli lehtvormiks treimine või valtsimine toimub mitmes etapis ja mitut tüüpi masinate osalusel. Esmane valtsimine toimub õitsemis- ja plaadistusseadmetega. Väärib märkimist, et enne valuploki nendel masinatel valtsimisele saatmist tuleb seda veidi soojendada. Metalli temperatuuri tõstmine suurendab materjali plastilisust selle valtsimise ajal. Kui me räägime selliste masinate jõudlusest, siis see on tohutu. Üks masin on võimeline tootma umbes 6 miljonit tonni metalli aastas. Seejuures on arvestatud asjaoluga, et rendile tulevate valuplokkide kaal võib olla vahemikus 1 kuni 18 tonni.

Õitsemine või plaadistumine
Enne renti sisenemist soojendatakse valuplokke spetsiaalsetes kaevudes. Sellistes seadmetes hoitav temperatuur võib ulatuda 1800 kraadini Celsiuse järgi. Peale kaevust möödumist kasutatakse elektriautot, mis tegelikult annab soojendusega valuploki välja õitsemise või plaadistuse rentimiseks. Nende masinate erinevus seisneb selles, et õitsemisel on ainult kaks rulli, plaadistamisel aga neli. Oluline on mõista, et selle etapi läbimine ja töötlemisprotsess ise on ainult esmased, kuna õitsemise või plaadistuse väljumisel ei ole valuplokil ikka veel täisväärtuslikku lehtmaterjali. Need üksused on ette nähtud baaride moodustamiseks. Sõltuvalt selle kujust ja suurusest jagatakse saadud materjal õiteks või plaatideks. Oluline märkus - õitsemis- või plaatide valtsimismasinaid kasutatakse ainult nendes tööstusrajatistes, kus metall hiljem vormidesse valatakse.

Masina üldised omadused
Valtsimispingid - seadmed, millel on siledad rullid, mille kaudu metall juhitakse, et anda sellele lehe kuju. Praegu on neid seadmeid lai valik. Suurim erinevus masinate vahel on rullikute kujus. Näiteks on üksus, mis oli algselt valmistatud rööbaste tootmiseks. Selle rullikute kuju valmistati masina valmistamise ajal just selle ülesande jaoks ette. Samuti on oluline mõista, et masinal on mitu paari rullikuid, millest metall läbib. Pidev areng on viinud selleni, et igat tüüpi seadmed on võimelised töötama pidevas automaatrežiimis. Kiirus, millega stendid valuploki masinast läbi tõmbavad, võib ulatuda rekordkiiruseni 290 km/h. Sellise valtstehase aastane võimsus ulatub mitme miljoni tonnini. Praeguseks on sellised üksused nagu valamine ja valtsimine koguvad suurt populaarsust. Eeliseks on see, et erinevalt tavapärastest valtspinkidest võivad need toimida eraldi tervikliku tootmisliinina.

Praegu on selliseid masinatüüpe nagu toorikud, leht-, riba-, sektsioon- ja mõned tüübid on võimelised tootma traati või talasid.
torude rent
Teine suur valtsimismasinate kategooria on mõeldud metalltorude, mitte lehtmetalli tootmiseks. Praegu on kasutusel ainult kolm peamist tüüpi torude valtsimismasinaid. Nende hulka kuuluvad augustamis-, valtsimis- ja viimistlusmasinad.

Kui me räägime augustusveskitest, siis neil võib olla kolme erinevat tüüpi valtsimiseks kasutatavat rullikut. On tünnikujulisi, seenekujulisi ja ketasrulle. Esimest tüüpi, st tünnikujulist seadet iseloomustab asjaolu, et need masinaelemendid on kahekordse koonuse kujuga diameetriga 450–1000 mm. Mõlemad osad asuvad horisontaaltasapinnal, kuid piki vertikaaltelge saate etteandenurka reguleerida vahemikus 5 kuni 18 kraadi või rohkem.
Kruvi rullimine
Profiiltoru valtsimismasin võib teostada ka metallist kruvide töötlemist. Seda tüüpi toimimine topeltkoonusrullides tekitab metallis tõmbe- ja nihkepingeid. Oluline on märkida, et tooriku radiaalne pinge võib ulatuda üsna suurte väärtusteni, mis tekitab väikese läbimõõduga õõnsuse, mille seinad on ebaühtlased. Vajaliku läbimõõduga augu saamiseks ja samal ajal ebatasasuste vältimiseks ning ühtlaste seinte tegemiseks on vaja rullida tornil. Tornina mõistetakse koonusekujulist tööriista, mis asub varda otsas rullide vahel mööda metallist tooriku liikumisteed. Sellise südamikuga varda kinnitamiseks on spetsiaalne peatus. Kui metall liigub edasi, läbistab see ava läbiv raam, mis laiendab ja tasandab seda.

Profiiltoru valtsimismasina kohta arvustuste kogumine on üsna problemaatiline, kuna selliseid seadmeid kasutavad peamiselt ainult suured ettevõtted. Kuid siin näitab juba nende konkreetsete üksuste kasutamine, et need töötavad stabiilselt ja hästi. Teisisõnu, järeldusi saab teha selle põhjal, et kõik metallitöötlemistehased kasutavad selliseid masinaid tohutult pikka aega. Ja see tähendab, et automaatrežiimi olemasolu ja tohutu jõudlus teevad oma töö. Puuduste hulka kuulub asjaolu, et selliste seadmete mõõtmed on üsna suured ning nende peatus ja uus käivitamine- see on väga problemaatiline.
Õhukesed torud
Tuleb märkida, et paksuseinalised varrukad saadakse valtsitud toodete läbimisel augustamismasinatel. Pärast sellel seadmel töötlemist kantakse toorik õhukese toruga rullimisele seadmel, näiteks:
- palverändur;
- auto;
- pidev;
- kolme rulliga.
Kõigi nende seadmete nimetus määratakse selle valtsimistehase tüübi järgi, mida sellel seadmel kasutatakse.
Rullimismasin
Selle seadme kuulsaim tootja on Kadzama. Seda seadet nimetatakse ka rullpressiks. Selle asja seade on väga lihtne ja see on mõeldud papp-, paberi- või plastkarpide lõikamiseks kondiitritoodete jaoks.
Selle seadme eeliste hulka kuulub asjaolu, et see tasub end üsna kiiresti ära. Esimesed 10 000 kasti – see on ühe sellise masina ligikaudne maksumus. Valmistoodete, st kastide maksumus on samuti väga madal. Tasuda tuleb ainult algmaterjali enda – papi eest. Seda tüüpi masinaga on väga lihtne töötada. Selleks on vaja ainult kahte asja. Kõigepealt asetatakse stantsimisnugadele papileht ja seejärel keeratakse etteandekäepidet. Sellise seadme mõõtmed on samuti üsna väikesed. Saate selle isegi tavalisele lauale paigaldada.
Kuidas teha rullimismasinat?
Profiilide tootmiseks valtsimismasina valmistamiseks vajate 3 kohustuslikku asja - see on metall, laagrid ja treipink. Masina sama disain on samuti üsna lihtne. Üheosalise valtsimismasina koostisosad on laud, mille külge on kinnitatud tiguülekanne. Lisaks on vaja lauale kinnitada 7 täiendavat vastuvõtualust. Siin on oluline teada, et iga puur koosneb mitmest koostisosad ja need kõik on omavahel seotud. See tähendab, et iga rakk on ühendatud järgmisega. Veel üks nüanss puudutab rulle. Selles masinamudelis on need eemaldatavad ja nende kinnitus toimub võllidel. Seda tüüpi paigutus ja rullide tüüp ise avab laiad võimalused erinevate profiilide tootmiseks nii nende mõõtmete kui ka toote tüübi osas. Kui on selline soov, võite panna uut tüüpi rullid, mis võimaldavad toota LSTC profiili. Et valmistamisel mitte eksida, on kõige parem teha valtsimismasina joonis enne selle kokkupanekut.
fb.ru
Valtsimismasin - seadmed lehtmetalli painutamiseks
Valtsimismasin (valtsimismasin, rullid) on mitmekülgne seade, mida kasutatakse ehitus- ja remondivaldkonnas painutamiseks mitmesugused metallid.
Selliseid masinaid kasutatakse igas kaasaegses ettevõttes lehtmetallist kooniliste, ovaalsete ja silindriliste toodete tootmiseks. Selliste konstruktsioonide valmistamise protseduuri nimetatakse valtsimiseks. See võimaldab hankida mis tahes torusid, toorikuid järgnevaks stantsimiseks, mitmesuguseid valmis metalltooteid.
Lihtsaid valtsimisseadmeid kasutatakse ka igapäevaelus, kui on vaja valmistada vihmaveerennid, korstnad, torud, õhukanalid ja muud tooted katuse- ja ehitustööd. Kaasaegsed rullmasinad võimaldavad töötada peaaegu iga metalliga. Nad painutavad kergesti roostevaba terase, sulami ja süsinikusulamite, alumiiniumi, malmi lehti.

Samuti on olemas valtsimisseadmete mudelid, mis töötavad polükarbonaadist toorikutega.
Kõik meie poolt lehtmetalli painutamiseks kirjeldatud sõlmed on jagatud järgmistesse rühmadesse:
- käsiraamat;
- elektromehaaniline;
- hüdrauliline.
Manuaalmasina saab paigaldada alusele (põrandale) või töölauale (lauale). Sellel pole mehaanilist ajamit, seetõttu on selle kallal töötamiseks vaja rakendada lihasjõudu. Käsitsi masinaid on väga lihtne kasutada. Nende elementaarne disain tagab seadmete töö kõrge töökindluse pikaks ajaks.
Käsirullid on ette nähtud torude ja muude lehtmetallist toodete tootmiseks paksusega kuni 1,5–2 millimeetrit. Need on kerged ja kompaktsed, mis võimaldab neid kaasas kanda ja kasutada otse objektil teatud tööde tegemiseks (katusetööd, remont). Mis kõige parem, nad ei vaja elektrit. Hinna poolest on alati eelistatav laua- ja põrandal seisev manuaalne seade elektromehaanilisele.

Käigukastiga varustatud elektrimootoriga tööpingid on töös tõhusamad. Need hõlbustavad ja kiirendavad oluliselt torude painutamise protsessi. Elektromehaaniline agregaat paigaldatakse püsivalt ettevõtte vastavasse töökotta ja seda kasutatakse kuni 4 millimeetri paksuse metalli töötlemiseks.
Hüdraulikaseadmed kuuluvad raskesse klassi. Seda kasutatakse torude ja muude konstruktsioonide valmistamiseks tööstuslikus mastaabis energeetika-, laeva- ja masinaehitustehastes. Oma tehnilise potentsiaali poolest on hüdrauliline masin mitu korda parem kui elektromehaanilised ja manuaalsed. Hüdraulika suudab toota torusid kuni 8 millimeetri paksustest metalllehtedest. Sageli on hüdroseadmed varustatud programmijuhtimisega.
Kirjeldatud masinate põhiüksus on valatud voodi. See on valmistatud terasest või malmist. Raamile on paigaldatud spetsiaalne deformatsioonimehhanism, mis koosneb mitmest (3–4) rullist. Kaks rulli on paigal, protsessis pöörleb kolmas ja kui üldse, siis neljas. Liigutatavad võllid võivad liikuda ka vertikaalselt.
Ülemine rull kinnitatakse raamile vastavalt skeemile, mis võimaldab seda vajadusel kiiresti eemaldada või kiiresti kohandada erinevate sektsioonidega torude tootmiseks. Selle konstruktsioonielemendi reguleerimine toimub ühe tiibkruvi abil. Töörullide soonte olemasolul saab neile painutada mitte ainult torusid, vaid ka vardaid või paksu traati. Käsitsi metalli painutuspingil on tavaliselt kolm rulli, elektromehaanilisel masinal 3–4. Hüdraulikaseadmeid toodetakse aga alati nelja rulliga.

Mis tahes seadme torude valmistamise protsess on tõesti lihtne:
- esiteks kinnitatakse masina spetsiaalse käepideme abil keskmise ja välimise võlli vahele metallleht;
- seejärel surutakse töödeldav detail nende vastu kolmanda rulliga;
- alustage rullide käsitsi pööramist või käivitage elektrimootor.
Teatud kiirusega võllide läbimisel paindub metall õige nurga all. Oma kätega üsna korraliku kvaliteediga torude või vihmaveerennide valmistamiseks võite osta manuaalne masin. Üldiselt ei pea te seda isegi ostma (kuigi need on odavad), kuna saate omatehtud seadme kokku panna ja seda tõhusalt kasutada väikesed tööd. Lisateavet selle kohta, kuidas seda teha, leiate artikli järgmisest jaotisest.
Igaüks, kes endale sellise ülesande seab, saab sellise masina oma kätega valmis teha. Kirjeldame väga lühidalt, millistest materjalidest ja kuidas täpselt saab kodus valmistatud agregaati valmistada. Kõigepealt peate võtma torudest või kumera profiiliga raami, mis toimib voodina.
Seejärel valmistame ette U-kujulise profiili (ideaaljuhul, kui selle materjaliks on karastatud teras) meie seadmete vertikaaltoe valmistamiseks. Valtsimismasina deformatsioonisõlm asub profiili avatud (ülemises) osas. Saate selle kinnitada klambriga, mis on keermestatud. Voodi all on fikseeritud U-profiili alumine osa.
Pärast seda võtame ülekandeketi, ilma milleta rullseade ei tööta, ja paigaldame selle ketiratastele. Siin on oluline kett hästi tõmmata ja kindlasti kontrollida selle liikumise lihtsust.

Seejärel paigaldame etteande käepideme ja kinnitame kogu mehhanismi veerelaagrite abil raami külge. Olete oma kätega valmistanud lihtsaima käsitsi rullimismasina! Soovitav on selle konstruktsioonis ette näha spetsiaalne mehhanism, mis võimaldab reguleerida võllide vahelist vahet. Seejärel saate töödelda erineva paksusega metalli.
Keerulisemat valtsmehhanismi on lihtne oma kätega teha. Internetis on selle teema kohta palju materjale. Leidke asjakohase teabega sait, vaadake omatehtud paigaldiste jooniseid ja tehke oma varustus, mis sobib teile ideaalselt.
Kaasaegne metallitöötlemisseadmete turg suudab rahuldada iga soovi. Igaüks leiab endale vajaliku masina väga mõistliku hinnaga. Lihtne on soetada odav kompaktne isetehtav torupainutusmasin ja professionaalne välisüksus suurde tootmistsehhi või tagasihoidliku eratöökoja jaoks.

Populaarsed on järgmiste tootjate rullid:

Saate osta ka teiste tootjate seadmeid - SAHINLER, JET, SCHWARTMANNS, PRINZING. Masinate hind on erinev, kuid nad kõik täidavad oma põhiülesannet hästi.
Elektrimootoriga mehaaniliste valtsimismasinate valik pole vähem muljetavaldav. Nõutud elektromehaanilisi rullmasinaid toodavad juba mainitud ettevõtted, aga ka Venemaa tehased. Kirjeldame mitmeid selliste seadmete populaarseid mudeleid:

Nagu näha, on praegu veeremisvarustuse valik väga hea. Saate hõlpsasti osta nii professionaalseid masinaid tootmises kasutamiseks kui ka amatöörseadmeid koduseks kasutamiseks.
tutmet.ru
Valtsimismasinad - peamised tüübid ja disain
Raske on nimetada tööstust, kus ei kasutata metalli ja sellest valmistatud tooteid, mille tootmiseks kasutatakse aktiivselt valtspinki. Metallurgiaettevõtted esitavad tänapäeval seadmetele üsna kõrgeid nõudmisi. Seetõttu erinevad kaasaegsed tööstusmasinad, eriti valtspingid, oluliselt varem toodetud mudelitest.

Lainepapi tootmise valtspink
Milleks see varustus?
Vajadus sellise vastupidava ja usaldusväärse materjali nagu metall järele kasvab pidevalt, mis toob kaasa vajaduse avada uusi metallurgiaettevõtteid ja moderniseerida olemasolevaid. Nimekirja tööstusharudest, kus metalli kasutamine on lihtsalt hädavajalik, võib jätkata lõputult. Need on masinaehitus, auto- ja laevaehitus, ehitustööstus ja paljud teised.
Selleks, et metallimaak muutuks teatud klassi valtsmetalliks, on vaja teha palju põhi- ja abitoiminguid, millest igaühe jaoks erivarustus. Üks peamisi metallurgiaseadmete tüüpe, millel plastilise deformatsiooni tulemusena saadakse kuumast kangist metallileht, on valtspink. Just sellel tehakse suurem osa metallurgiaettevõtete tööst.
Valtsimistehaste sordid
Nagu juba teada saime, on valtspink seade, millel järjestikuste toimingute tõttu muudetakse metalltoorik nõutavate geomeetriliste parameetritega valtstoodeteks. Sõltuvalt parameetritest lõpptoode, neid masinaid võib olla mitut tüüpi. Tühjendamine ja pühkimine (plaadid ja õitsengud) on ette nähtud tooriku valmistamiseks suurest metalliplokist, mis suunatakse edasiseks töötlemiseks spetsiaalsesse valtsimisseadmesse. Viimast tüüpi seadmed, mis juba toodavad vajaliku konfiguratsiooniga valtsmetalli, hõlmavad sektsiooni-, toru- ja traadiveskeid.
Sektsioonveskid sisaldavad tootmisseadmeid mitmesugused laenutus. Seega võivad need olla veskid lehtterase, nurkade, kanalite, siinide jms tootmiseks. Olenevalt nendest funktsionaalsust, sellised veskid võivad olla suure ja keskmise sektsiooniga, rööbasvaltsimis- ja MPS-kategooriaga, millel saadakse erinevate sektsioonide profiilid. Lehtvaltspinke, mis on võimelised töötlema toorikuid külm- või kuumdeformatsiooniga, kasutatakse metallplaatide (paksus 50–350 mm), lehtmetalli (3–50 mm) ja ribade (1,2–20 mm) valmistamiseks. Valmistooted keritakse peale tootmist kuni 50 tonni kaaluvatesse rullidesse.
Erinevat tüüpi õmblusteta torusid tootvate valtspinkide klassifikatsioon jagab need järgmistesse kategooriatesse:
- pidev pikendamine, mis toodavad torusid ristlõikega kuni 110 mm;
- 60–450 mm läbimõõduga torude tootmiseks vajalikud lühikesed sirgendajad;
- kolme rulli tüüpi seadmed - 35–200 mm läbimõõduga paksuseinaliste torude valmistamiseks (sellistel seadmetel saadud torud eristuvad seinte erinevuse vähenemise tõttu);
- palverändveskid, mida kasutatakse märkimisväärse läbimõõduga (400–700 mm) õmblusteta torude valmistamiseks.

Lehtvaltspingi valtspink
Kaasaegsetes ettevõtetes kasutatakse ka osavaltsimise või eritüüpi veskeid. Neid kasutatakse profiili- ja torutoorikute tootmiseks, mille pikkus ei ületa 3 meetrit. Lisaks võimaldavad selliste seadmete võimalused toota toorikud kuulide, painutatud profiilide kujul, hammasrattad, kruvid, soonilise osaga torud jne. Toorikute viimistlemine toimub juba ettevõtetes, mis kasutavad neid oma toodete valmistamiseks.
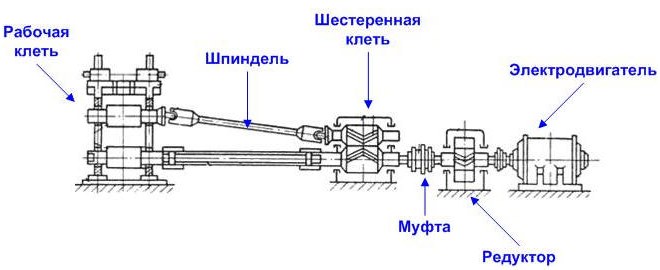
Valtsimistehase komponendid
Iga valtspingi konstruktsioon sisaldab kolme põhielementi: nn tööalused, ülekandeseadmed ja ajamimootorid. Rullid, mida mööda leht- või profiilmetall liigub, on osa tööalustest. Nende hulka kuuluvad ka paigaldusmehhanismid, voodid, plaadid ja juhtmed. Kõikide valtspingi tööosade liikumise tagavad võimsad elektrimootorid, mis on nendega ühendatud ülekandeseadme elementide kaudu: haakeseadised, spindlid ja hammasrattad.
Peaksite teadma, et tooriku- ja redutseerimistüüpi valtspinkide peamine omadus on töörulli läbimõõt. Kui tooriku töötlemisel kasutatakse korraga mitut tööalust, siis sellise tunnusena kasutatakse selle rulli läbimõõtu, millel viimistlusoperatsioon tehakse.
Sektsioonvaltspink, kus saadakse keeruka kujuga ja üsna täpsete geomeetriliste parameetritega tooteid, sisaldab korraga mitut stendi, millest valtstoode töötlemise ajal järjestikku läbib.
Tänapäeval kasutavad kaasaegsed ettevõtted universaalseid valtspinke, mis on varustatud 3 või 5 töölauaga. Osa selliste veskide (2-3) rullidest on läbimõõduga 1350 mm, ülejäänud - 800 mm. Märkimisväärse paksusega lehttoodete tootmiseks mõeldud seadmed on reeglina varustatud ühe või kahe tööalusega. Selliste veskite töölaius, mis kujuneb rullide pikkusest, jääb vahemikku 3,5–5,5 meetrit. Lehtmetalliveski on kõige sagedamini varustatud vertikaalsete rullidega täiendavate tööalustega, mis tagavad moodustatava metallpleki külgmiste servade kokkusurumise. Ribade kujul lehtmetalli toodetakse seadmel, mis on varustatud 10–15 tööalusega, mis on varustatud horisontaalsete rullidega pikkusega 1,5–2,5 meetrit ja vertikaalsete rullidega otsa vähendamiseks.
Nagu selle konstruktsioonist näha, võib valtspink olla märkimisväärse pikkusega. Kõige tähelepanuväärsem on selles osas toruvaltsimisseade, mis hõlmab korraga kolme veskit. Esimesel neist torgatakse metallist toorikusse auk, teisel - toorik tõmmatakse torusse, kolmandal - kalibreerimine, mis viiakse läbi, et saada lõpetatud toode vajalik läbimõõt. Osavaltspinkides töödeldakse detaili nii spiraalselt kui ka põikisuunaliselt.

Valtsimisveski seade
Oma kätega valtspingi valmistamine
Kui vajate kodutöökojas kasutamiseks väikese võimsusega valtspinki, siis on see täiesti võimalik ise teha. Vaatamata oma disaini lihtsusele saab selliseid seadmeid kasutada erinevat tüüpi tööde tegemiseks. Seega on tema abiga võimalik iseseisvalt toota erineva läbimõõduga traati, sirgendada või lõigata lehtmetalli, mille paksus ei ületa 0,5 mm.
Selliste valtsimisseadmete valmistamiseks on vaja järgmisi konstruktsioonielemente: kaks võimsat nagit, teraslatt läbimõõduga 5 cm, pealisplaat, poldid mutritega (M10), kaks hammasratast ja hammasratas, pronkspuksid ja laagrid, vedrud ja piirikud.
Sellise koduse valtspingi konstruktsioon on kokku pandud järgmises järjestuses:
- nagidest ja terasplaadist, ühendades need poltide ja mutritega, luuakse puuri sarnasus;
- riiulitele on paigaldatud kaks töövõlli, mis on eelnevalt terasvardast töödeldud ja karastatud, et anda neile suurem kõvadus;
- alumine võll paigaldatakse raamide vahele laagritega pukside abil ja ülemine võll, mis on teisaldatav, on paigaldatud spetsiaalsetele liuguritele, mille liikumine ülespoole on piiratud peatustega;
- Kahe töövõlli pideva kokkusurumise tagavad vedrud, mis tuleks kinnitada samaaegselt alusplaadile ja ülemisele võllile.

Manuaalse valtspingi versioon
Sellise valtspingi töötamiseks on vaja tagada töövõllide sünkroonne pöörlemine. Selle probleemi lahendab hammasratas, mis edastab pöördemomendi alumisele võllile paigaldatud hammasrattalt ülemise võlliga samale teljele paigaldatud hammasrattale. Kogu mehhanismi käivitamiseks on vaja keerata alumise käiguga jäigalt ühendatud käepidet. Mis on mugav, saab reguleerida sellise veski töövõllide vahet.
Selliste seadmete mitmekülgsuse tagab võllide paigaldamine sellele. erinevad kujundused. Seega võimaldab ringikujuliste nugade kujul olevate võllide kasutamine lõigata lehtmetalli ning vajaliku suurusega soontega tööelemendid võimaldavad toota traati. Saate kasutada selliseid lihtsaid seadmeid ja selleks, et moodustada töödeldavale detailile jäikusi. Selleks on vaja sellele paigaldada töövõllid, mis puutuvad nende pindadega kokku “soon-kammi” põhimõttel.
met-all.org
Lehtmetalli valtsimine ja oma kätega rullide valmistamine
Selline tehnoloogiline operatsioon nagu lehtmetalli valtsimine on olnud levinud üsna pikka aega. Loomulikult on lehtmetalli töötlemiseks kasutatavad rullid pärast leiutamist läbi teinud suuri muudatusi, kuid nende tööpõhimõte pole palju muutunud. Kaasaegsete tehnoloogiate areng on viinud selleni, et tänapäeval saate turult hõlpsalt leida seadmeid, mis võimaldavad teil isegi kodus teha sellist keerulist tehnoloogilist toimingut nagu rullimine.

Lehtmetalli valtsimine elektromehaanilisel masinal
Tehnoloogia omadused
Rullimine, mida saab töödelda mitte ainult metallist, vaid ka muudest plastmaterjalidest (kumm, plast jne), on protsess, mis on vajalik lehttoorikutele vajaliku konfiguratsiooni saamiseks. Hoolimata asjaolust, et lehtmetalli valtsimine on kõige levinum, saab sellise tehnoloogilise toimingu läbi viia ka torutoodetega.
Sel juhul kasutatakse spetsiaalset varustust, mille peamised tööelemendid on võllid, mis toimivad lehtmetallist toorikule. Kui on vaja anda sellele silindriline kuju, nimetatakse tehnoloogilist operatsiooni rullimiseks (või valtsimiseks). Kui on vaja toru läbimõõtu suurendada, nimetatakse seda protseduuri laiendamiseks.

3-rullilise painutusmasina tööpõhimõte
Peal tööstusettevõtted valtsimis- või paisutusoperatsioonide teostamiseks kasutatakse elektri- või hüdroajamiga seadmeid ning kodus kasutatakse selleks manuaalseid masinaid, mis võivad olla nii seeria- kui ka isetehtud. Selliste kõrge populaarsus tehnoloogilised toimingud, nii veeremine kui paisumine, millega kaasneb metalli deformatsioon külmas olekus, aitab kaasa mitmele tegurile.
- Teras või muu metall, millest toorikud on valmistatud, ei puutu kokku temperatuuriga ega muuda selle esialgseid omadusi.
- Sellise töötlusega materjali struktuuris ei teki sisemisi pragusid.
- Toorik deformeerub ühtlaselt kogu pinna ulatuses.
- Külmdeformatsiooni abil, mille protsessi saab juhtida, valmistatakse tooteid kõige täpsemate geomeetriliste parameetritega.
Kasutatud tehnika
Rullimiseks kasutatav varustus eristub mitte ainult mitmekülgsuse, vaid ka lihtsa disaini poolest, nii et seda on lihtne ise valmistada. Loomulikult sobivad koduseks kasutamiseks kõige paremini kodus valmistatud valtsimismasinad ja tootmistsehhi varustamiseks, kus selliste seadmete koormus on üsna suur, on kõige parem osta rullide seeriamudelid, mida esitletakse kaasaegsel turul lai valik.
Nii seeria- kui ka kodus valmistatud masinate mudelid, mille abil rullimist teostatakse, töötavad põhimõttel, et lehtmaterjal rullitakse ümber peal asuva põhirulli. See protsess hõlmab ka külgmisi rulle, mida saab liigutada, reguleerides seeläbi moodustatud kesta läbimõõtu.

Selle masina rullid pööratakse käsitsi ja ülemise rulli lähenemine toimub kahe käepideme abil.
Rullide olulised omadused on nende tööelementide - rullide raadius, samuti tooriku suurim paksus ja laius. Eelkõige mõjutab rullide raadius sellist parameetrit nagu tooriku minimaalne painderaadius. Mida suurem on rullide läbimõõt, seda suurem on lehtmetallist tooriku minimaalse painderaadiuse väärtus. Lehe enda paksus mõjutab ka minimaalse painderaadiuse väärtust. Üldreeglina peaks rullikute puhul olema lehtmaterjali minimaalne painderaadius 5-10 korda selle paksus.
Võttes arvesse suuri koormusi, mis töötamise ajal veerevad, kasutatakse nende valmistamiseks ainult ülitugevat terast, mis võib oluliselt parandada jõudlusomadused. Tööelementide arvu järgi eristatakse kahe-, kolme- ja neljarullilisi masinaid, kusjuures kõige populaarsemad on kaks viimast tüüpi.

Peamised erinevused 3 ja 4 rulliga masinate vahel
3-rullilistel lehtede painutusrullidel, mille tööelemendid võivad paikneda sümmeetriliselt ja asümmeetriliselt, kuigi need erinevad vastuvõetava hinna poolest, on järgmised puudused:
- Mitte suur kiirus rullimine (mitte rohkem kui 5 m/min);
- alla 6 mm paksuste toorikute töötlemise raskused, mis võivad lihtsalt rullide vahele libiseda;
- täpsete koordinaatide puudumine tooriku kinnituspunktis.
Kõigil sellistel puudustel puuduvad rullid, millele on paigaldatud täiendav - neljas - võll. Tänu usaldusväärsele kinnitusele ei libise pleki toorik töötlemise käigus rullide vahele. See tagab veeremise suure kiiruse 6 m/min või rohkem.
4 rulliga masin on võimeline tootma lisaks silindrilisi, ovaalseid ja polütsentrilisi toorikuid
Seda tüüpi rullid on tavaliselt varustatud automatiseeritud süsteemid kontrolli, millel on positiivne mõju mitte ainult nende tootlikkusele, vaid ka teostatud töötlemise täpsusele. Sellise seadme suurim ja võib-olla ainus puudus on selle kõrge hind.
Rullide klassifikatsioon ajami tüübi järgi
Vastavalt kasutatavale ajami tüübile jagunevad lehtmetallist toorikute valtsimise seadmed järgmistesse kategooriatesse:
- käsiraamat;
- elektriline;
- hüdrauliline.
Disainilt kõige lihtsamad on käsitsi juhitavad rullid, neid panevad kõige sagedamini oma kätega oma vajaduste jaoks kokku nende kodumeistrid.

Lihtsatel kolmerullilistel rullidel toimub tooriku kinnitamine, võlli pööramine ja painderaadiuse kujundamine käsitsi
Sellise seadme, mis ei vaja selle tööks lisavõimsust, olulised eelised on:
- kompaktsus ja vastavalt ka suur liikuvus;
- usaldusväärsus;
- kasutamise ja hooldamise lihtsus;
- madal hind (eriti kui rullid on käsitsi kokku pandud).
Seda tüüpi masinate miinustest tuleb märkida:
- madal tootlikkus;
- suure paksusega (üle 2 mm) lehtmetalltoodete valtsimise võimatus, eriti omatehtud masinate puhul;
- vajadus teha märkimisväärseid füüsilisi jõupingutusi lehtterasest toorikute painutamiseks.

Elektromehaanilised kahepoolsed rullikud programmi juhtimisega
Elektriajamiga varustatud masinad on töös tootlikumad ja tõhusamad. Muidugi on nende maksumus, isegi kui need on valmistatud käsitsi, kõrgem kui käsitsi valmistatud rullide hind, kuid need võimaldavad teil töödelda märkimisväärse paksusega lehttooteid.
Kõige võimsamad on rullid, mis töötavad hüdraulilise ajamiga. Selliste suurte masinate võimalused võimaldavad edukalt rullida ka väga arvestatava paksusega lehtmetalli toorikuid. Seda tüüpi seadmed paigaldatakse reeglina tööstusettevõtetesse, kus seadmete võimsusele, töökindlusele ja funktsionaalsusele esitatakse kõrgeid nõudmisi.

Tööstuslikud hüdraulilise ajamiga rullid
Rullide painutamine ise
Käsirullide konstruktsiooni lihtsuse tõttu pole neid keeruline ise valmistada. Loomulikult peavad selleks, et kokku panna töötav omatehtud masin, millel lehtmetalli töötlemine toimub, omama teatud oskusi ja kõik on teie käsutuses. vajalikud tööriistad ja tarbekaubad. Lisaks sellise protseduuri läbiviimise soovitustega tutvumisele on soovitatav vaadata ka videot see teema.

Omatehtud käsitsi valmistatud rullide joonis laiade toorikute rullimiseks (suurendamiseks klõpsake)
Esimene asi, mida peate oma rullide tegemiseks tegema, on joonised, mille leiate Internetist või saate ise teha. Pärast jooniste tegemist võite hakata ette valmistama materjale ja kokku panema konstruktsiooniüksusi, millest teie kodus valmistatud masin koosneb. Need sõlmed hõlmavad eelkõige:
- rullraam, millele on kinnitatud kõik muud elemendid;
- külgmised nagid, mille laagriosadesse rullid paigaldatakse;
- kõrgtugevast terasest valmistatud rullid ise (nende elementide arv ja läbimõõt sõltub sellest, milliste tehniliste võimalustega soovite oma seadet varustada);
- käepide, mis pöörab alumisi rulle;
- ajamikoost (kett või hammasratas), mis tagab alumiste rullide sünkroonse pöörlemise (tuleb meeles pidada, et sellised rullid peavad pöörlema ühes suunas);
- vedru tüüpi surveseade, mille tõttu ülemine rull surutakse vastu pleki tooriku pinda.

Kompaktsed omatehtud rullid kitsaste toorikute töötlemiseks

Kompaktsete rullide põhiosad
Rullide kokkupanek algab raami valmistamisega, mida saab oma kätega keevitada suure paksusega terastoorikutest. Selle elemendi mõõtmeid tuleb loomulikult kontrollida oma joonisega. Külgriiulitena, mis kinnitatakse ka raami külge keevitamise teel, saab kasutada võimsaid madala süsinikusisaldusega teraskanaleid.
Ajami elemendid on kinnitatud ühele nagile, mille jaoks on sellel spetsiaalsed augud. Pärast seda, kui ajamiga külgmised nagid on täielikult paigaldatud, paigaldatakse rullid ise oma laagriosadesse, mis tuleb joondada ja alles pärast seda tehakse kõigi teiste sõlmede lõplik fikseerimine.

Tee-ise-plaadi painutusrulli võimalus
Enne oma kätega kokkupandud masinaga töö alustamist tuleks sellel teha proovipainutus, et kohe tuvastada kõik olemasolevad puudused ja need kõrvaldada.
Video aitab teil aru saada, kuidas rullidega õigesti töötada, kuid tegelikult on protsess üsna lihtne. Rullimine, olenemata sellest, millistel seadmetel seda tehakse, toimub järgmises järjestuses.
- Töödeldav metallileht asetatakse kahele alumisele rullile.
- Surveseadmega varustatud ülemise rulli abil surutakse leht vastu alumisi töökehi.
- Masina käepidet keerates käivitatakse rullimine.
Mõelge heale näitele, kuidas saate oma kätega valtsimismasinat valmistada: selle valmistamise meetodid ja tehnoloogiad. Kuid kõigepealt on vaja aru saada, milleks me seda masinat vajame.
Kaasaegset on piisavalt raske ette kujutada igapäevane elu ilma metallita. Seda kasutatakse kõikjal ja selle töötlemiseks on vaja sobivaid seadmeid. Metallurgiatööstuses kasutatakse peamiselt kaasaegseid valtsimismasinaid, millel omakorda on kõrge hind. Professionaalse toru iseseisvaks kasutamiseks ja tootmiseks saate iseseisvalt kujundada valtsimis- ja mulgustamismasina.
Milleks seda seadet kasutatakse?
Metallosale kindla kuju loomiseks kasutatakse kõige sagedamini valtsimis- ja mulgustamismasinaid ning muid metallitöötlemisseadmeid. Kuna seda materjali kasutatakse kõikjal, suhtutakse selle töötlemisesse nõuetekohase vastutuse ja tähelepanuga.
Metallprofiilide valtsimismasinad on üldlevinud, kuid paljud ei mõista, et selliseid keerulisi seadmeid saab iseseisvalt valmistada. Kuna selliste seadmete hind on äärmiselt kõrge, kaalume selgelt näidet, kuidas oma kätega valts-lõikamismasinat valmistada.
Ilmekas näide metallosadest, kus valmistamisel kasutatakse profiiltorude valtsimismasinat, on torud või akuradiaatorid, mis on olemas igas majas või korteris. Kõik need tooted on valmistatud metallitöötlemisseadmetel, mis on valmistatud iseseisvalt, ilma igasuguste oskuste ja sügavate teadmisteta.
Tähtis: kui otsustate ise valmistada stantsimismasinat, tuleks sellel valmistatud järgnevate osade töökindluse tagamiseks selle kokkupanekut käsitleda asjakohase tähelepanu ja vastutusega.
Valtsimismasina tüübid
Nagu juba eelnevast selgus, on metalltooriku töötlemiseks valmis geomeetrilise kujuga detailiks vajalik valtsimisseade. Sel juhul kasutatakse lehtmetalli jaoks järgmist tüüpi seadmeid:
- Pidev laiendus, mis võimaldab toota metalltorusid ristlõikega 110 mm.
- Palverändurimasinad, mida kasutatakse massiivsete torude valmistamisel läbimõõduga 400–700 mm.
- Seadmete lühikesed sirgendusmudelid, mida kasutatakse kuni 450 mm läbimõõduga õmblusteta torude tootmisel.
- Kolme võlli tüüpi masinad, millest omakorda valmistatakse paksuseinalisi torusid, mille läbimõõt võib ulatuda 200 mm-ni. Sageli nimetatakse seda tüüpi seadmeid juveelirullimismasinaks.
Tähtis: kaasaegsetes metallitöötlemistehastes kasutatakse sageli ka paigaldiste painutussüsteemi laia profiiliga mudeleid, mis võimaldab toota profiiltorusid kogupikkusega kuni 3 meetrit.
Seadmete osad
Reeglina sisaldab iga valtspink kolme põhikomponenti, nimelt:
- töörakud;
- edastusseadmed;
- elektrimootorid.
Võllid, kuhu tulevase osa metallkomponendid asetatakse, on osa tööpuurist. See komponent sisaldab ka järgmisi elemente: paigaldusmehhanismid, voodid, plaadid, samuti juhtmestik. Võimsad elektrimootorid vastutavad valtsimismasina kõigi komponentide liikumise eest. Need on ühendatud tööelementidega haakeseadiste, ülekandeelementide ja spindlite abil.
Tähtis: pressimis- ja toorikutüüpi valtsimisseadmete põhikomponent on võlli läbimõõt, nimelt selle tööpinna suurus.
Kaasaegsetel metallitöötlemismasinatel võib olla korraga mitu tööalust, see on vajalik keerukate geomeetriliste kujunditega osade valmistamiseks. Sageli nimetatakse seda varesejala masinaks, mis võimaldab töötada mitmes projektsioonis korraga.
Reeglina on sellistel seadmetel muljetavaldavad mõõtmed ja need võivad pakkuda kuni 3 meetrit tööpinda. Iseloomulik omadus Kaasaegsed valtsimismasinad töötavad korraga kolmes suunas:
- Lehtmetalli aukude tegemine.
- Töödeldava detaili väljatõmbamine torusse.
- Toote kalibreerimine, mis võimaldab määrata tulevase osa läbimõõdu.
Tähtis: töid valtsimismasinal tohib teha ainult kvalifitseeritud spetsialist, kes on saanud ohutusnõudeid.
Rullpaigalduse tegemine oma kätega
Oma kätega profiiltoru jaoks peate valmistama väikese masina, mis erineb oluliselt tööstusrajatised suuruse järgi. Seda saab teha igapäevastes tingimustes, kui masina all on vaba ruumi.
Võib märkida, et kodus valmistatud masin võimaldab teil valmistada mis tahes keerukusega osi. Selle abil saate üsna hõlpsalt valmistada mis tahes läbimõõduga traadi, lõigatud pleki, mis näeb ette mis tahes katuse katusekatte, aga ka palju muid igapäevaelus sageli nõutavaid detaile.
Esiteks peate valima sobivad joonised, et saaksite omatehtud valtsimismasina. Pärast seda on vaja ette valmistada selle komponendid, nimelt:
- paar võimsat tugevast metallist valmistatud nagid;
- terasvarras, mille läbimõõt on vähemalt 5 cm;
- ülemine plaat M10 mutritega;
- kaks sobiva suurusega käiku;
- käik;
- vedrud ja piirikud;
- samuti pronkslaagrid ja puksid.
Kui kõik komponendid on laos, võite hakata valmistama töötavat masinat, mis on samal ajal piisavalt liikuv, et liikuda:
- Riiulite poltide ja metallplaadi abil pannakse kokku omamoodi tööpuur.
- Kaks töövõlli on paigaldatud samadele riiulitele. Neid tuleb eelnevalt töödelda eelnevalt ettevalmistatud terasvardast. Neid tuleb ka karastada, et saavutada parem metalli tugevus.
- Alumine võll paigaldatakse riiulite vahele ettevalmistatud pukside ja laagrite abil. Ülemine võll on paigaldatud spetsiaalsetele liuguritele ja on masina liikuv element. Liugurite liikumist ülespoole piiravad peatused.
- Kahe eraldi võlli pideva kokkusurumise tagab vedru, mis hoiab neid pidevas pinges. See kinnitatakse samaaegselt plaadi, aluste ja otse liikuva ülemise võlli külge.
Tähtis: sellise masina töö tagamiseks on vajalik töövõllide sünkroonne pöörlemine. Selle probleemi saate lahendada alumisele võllile paigaldatud hammasratta abil, mis edastab pöördemomenti hammasrattale. Seega saate käepideme abil seadme käivitada.
Sel viisil tehtud paigaldusel on käsitsi ajam. Selle tööks on vaja pidevat pöörlemist. Kui käsitsi mehhanism peatub, lakkavad võllid vastavalt pöörlema. Nii saadakse universaalne seade, millel on võimalik komponente vahetada ja seeläbi muuta masina profiili sobivust.
Omatehtud seadme eelised
Lõppkokkuvõttes saab kõike, mida sellise mitmekülgse seadme valmistamiseks vaja on, osta soodsalt igast ehituspoest või korjata vajalikke komponente vanadest ammu unustatud asjadest, aga ka võtta jooniseid. Igal juhul tasub sellise masina hind ennast väga kiiresti ära, kuna minimaalsete kuludega on võimalik valmistada mis tahes keerukusega osi. tarbitav.
Tähtis: valtsimismasina rentimine maksab palju, mille tõttu saate reklaame postitada ja oma seadmes palju raha teenida.
Tehtud töö tasub end kiiresti ära, kuna saab teha mis tahes detaile. Siin on vaid väike nimekiri neist:
- professionaalsed torud;
- Metallist juhikud kipsplaadi profiili jaoks;
- õmblusega katusekatted;
- elemendid metallvoodri jaoks;
- ruudu- ja ristkülikukujulised metalllehed;
- voodri lisakinnitused;
- juhe elektrijuhtmete jaoks.
Kõik need isetehtud tooted on teile kasulikud uue maja ehitamisel või renoveerimisel. Nagu näitab praktika, on kodus valmistatud lehtede painutusmasinad äärmiselt nõudlikud, kuna nende skeem ei nõua keerulist valmistamist, kuid võimaldab samal ajal toota palju kasulikke ja vajalikke osi.
Video: tee-ise-rullimismasin.
Tulemused
Nii saate käsitsi valmistada suurepärase masina katuseplekkide ja muude konstruktsioonide voltimiseks minimaalne investeering ja tööjõukulud, samas ei pea enam kunagi üürima lehtede painutusmasinad või muud metallitöötlemisseadmed.
Tõelised juveliirimeistrid on juba pikemat aega töötanud osalise tööajaga, omades seeläbi stabiilset tasuvat osalise tööajaga tööd või kasutavad peamise sissetulekuallikana omatehtud tehnikat.
Valtsimismasin on spetsiaalne seade, mida kasutatakse metallurgiatööstus ja on ette nähtud metallist tooriku töötlemiseks, tõmmates selle läbi spetsiaalsete rullide.
Valtsimispingi abil saadakse tooteid nagu valtsmetallist lehed, kandilised või ümarad talad, traat. Nendest materjalidest luuakse tulevikus keerukaid mehhanisme ja masinaid.
Lehtmetalli valtsimismasinad
Valtsimismasinad, mille abil saadakse lehtmetalli, kuuluvad nn sektsioonveskitesse.
Sellised masinad võivad olla:
- kõrge kvaliteediga;
- keskmine vahemik;
- rööpa veeremine.
Lehtvaltspinke saab kasutada kuum- või külmvormimise teel ning need võivad toota metallplaate paksusega 50–350 mm, lehtmetalli paksusega 3–50 mm ja metallribasid 1,2–20 mm. Pärast toote valmimist keritakse tooted standardsete rullidega, mis kaaluvad 50 tonni.
Profiiltorude valtsimismasinad
Valtsimismasinad, millega saate profiiltorusid, jagavad eksperdid kolme tüüpi.
- Rullpainutaja- masin, mida kasutatakse lehtmetalli deformeerimiseks. Kõige sagedamini kasutatakse seda seadet õhukese seinaga osade valmistamiseks. Näiteks mõõnad või vihmaveerennid.
- Kolme rulliga masinad- need seadmed võimaldavad deformeerida mitte ainult lehte, vaid ka torusid. Seadmete abil töödeldakse ka profiilvaltstooteid. Selle seadme võimsuse määrab surujõu generaator. Kui masin töötab hüdraulilise ajamiga, võib see isegi deformeerida T-rööpaid.
- Nelja rulliga masinad- seda tüüpi võimsaim seade. Sellised seadmed võimaldavad toota isegi rõngakujulist profiili. Just neid masinaid kasutatakse masstootmisega tööstusettevõtetes.
Käsitsi valtsimismasinad
Käsivaltsimismasin võimaldab kodus hankida konkreetseid metallist toorikuid, traati või näiteks sirgendada metallplaate.
Manuaalse valtsimismasina disain sisaldab:
- kaks käiku;
- kaks riiulit;
- käik;
- vedrud;
- puksid;
- laagrid.
Käsivaltsimismasin võib olla mitmekülgne tänu sellele, et seadmel saab kasutada erineva konstruktsiooniga võlle. Seega, kui paned spetsiaalsete soontega võllid, saate teha traati ja ringikujuliste nugade paigaldamine võimaldab metalli lõigata.
Valtsimismasinate tootmine
Rullimismasinaid toodavad paljud ettevõtted erinevad riigid rahu.
Veeremisliin sisaldab selliseid seadmeid nagu:
- valtspingi põhiliin;
- kütteahjud;
- süsteemid, mis võimaldavad katlakivi eemaldamist;
- seadmed lõikamiseks, transportimiseks, kerimiseks, märgistamiseks, pakendamiseks.
Kaasaegsetel valtsimisseadmetel peavad olema omadused, mis võimaldavad tooteid vastu võtta nõutav kvaliteet, samas peaks see olema piisavalt kompaktne, mitmekülgne, ökonoomne ja energiamahukas.
Stiilsete seadmete puhul on oluliseks teguriks nende tootmise paindlikkus, võimalus kiiresti teise toote vastu vahetada, vastupidavus ja hoolduse lihtsus.
Valtsimismasinate tootjad ja tarnijad
Seadmete rentimine metallurgia kompleks on keeruline süsteem, mille tootmine kasutab kõige rohkem kaasaegsed tehnoloogiad. Valtsimismasinaid tootvate maailma kaubamärkide seas paistavad silma järgmised ettevõtted.
- OAO Elektrostali raskemasinate tehas on ainus Vene ettevõte, mis toodab valtspinkide hõõrdlaagreid.
- BORA Group on suur õhukese lehtmetalli töötlemise liinide ja muude automatiseeritud seadmete tootja Venemaal.
- NPP Mekhatronika on Venemaa ettevõte, mis projekteerib valtspinke ja toodab valtspinke individuaalsete tellimuste alusel.
- MS COSTRUZIONI SRL, Itaalia. See ettevõte tegeleb metallurgiatööstuse keerukate seadmete ja tööpinkide tootmisega. Ettevõte tegeleb muuhulgas erineva võimsusega valtspinkide tootmisega.
- ELEKTROMASHSTAN, Hispaania. Tehas toodab valtsimispinke, mis võimaldavad toota metalllehti, torusid, profiile. Ettevõttel on oma seadmete müügiks arenenud võrgustik ja see on hästi tuntud paljudes riikides üle maailma.
- Luoyang Sennuo Precision Bearing Co., Ltd Hiina. See ettevõte arendab ja toodab erinevatel eesmärkidel tööpinke, sealhulgas valtspinki. Tuleb märkida, et hoolimata hea kvaliteet Ettevõte müüb oma seadmeid väga soodsate hindadega.
Kust saab rullimismasinat osta
Edasiseks koostööks rendiseadmete tootjatega saate tutvuda erialaüritustel (näitused, messid). Valtsimismasinaid saate osta tarnijafirmadelt ja Internetist.
Selliseid seadmeid pakkuvate kuulsamate saitide hulgas märgivad eksperdid järgmisi kauplemisplatvorme:
- prostanki.com. Saidilt leiate pakkumisi erineva võimsusega valtsimismasinate müügiks, alates manuaalsest kuni võimsate tööstusseadmeteni;
- kovkapro.com. Sellel ressursil saate tellida väikeettevõtete ja isiklikuks kasutamiseks mõeldud seadmeid;
- pulscen.ru. See sait pakub laias valikus valtsimismasinaid. Saidil saate valida seadmed suure tehase või väikese tehase varustamiseks.
Rullmasinad näitusel
Tööstusettevõtetel on võimalus spetsialiseeritud näitustel tutvuda kõige kaasaegsemate valtsimisseadmete mudelitega.
Tavaliselt demonstreerivad sellistel üritustel oma tooteid tuntud välis- ja kodumaised tootjad.
Lisaks saate siin tutvuda metallitöötlemise valdkonna kõige arenenumate tehnoloogiatega. Näiteks mitte ainult Venemaa ettevõtted aga ka teiste riikide esindajaid.
Lugege meie teisi artikleid:Meie ajakirja regulaarsed lugejad ja telesaate “Sa saad hakkama” vaatajad on tuttavad Moskva lähedal Troitski linnast pärit käsitöölise Juri Mihhailovitš Orlovi nimega. Tema projekteeritud ja valmistatud masinad ja inventar eristuvad läbimõeldud disaini, töökindluse ja universaalsele tööriistale omaste laiade võimaluste poolest. Kõik need nõuded vastavad teie tähelepanule pakutavate lauarullirullide abil.
Lauarullid meenutavad väliselt valtspingi kaherullilist alust. Need erinevad oma tehase kolleegist mitte ainult suuruse, vaid ka võimaluste poolest - vahetatavate tööriistade paigaldamise tõttu. Vormitud soontega silindriliste rullide abil on võimalik saada väga erinevate sektsioonidega traati: ümmargune, kolmnurkne, kandiline, rombikujuline. Sümmeetriliselt paikneva harja ja soonega rullikutega on mugav sirgendada (jäikustajaid rullida) metallplaadi osi. Ja paigaldades nende asemele kaks teritatud kooniliste servadega terasketast, on lihtne lõigata lehtmaterjale - paberist kuni 0,5 mm paksuse roostevaba teraseni. Isegi rulli ajami mehhanismi hammasrattaid kasutatakse lainelaadsete osade moodustamiseks: traatsiksakid või gofreeritud plaadid. Samuti pole sellel masinal keeruline rullida traatrõngast või silindrilist hülsi: piisab paarist vastava läbimõõduga silindrilistest rullidest ja rullimisel suruda toorik kiiluga ühele neist.
Laua rullimise rullid on paigutatud järgmiselt. Alus, pealisplaat ja kaks küljeposti on valmistatud paksust terasvardast. Nelja M10 kruvi ja nelja M10 poldi abil ühendatakse need tugevaks tugiraami-puuriks. Ülemised ja alumised rullid on töödeldud terasvardast d 50 mm ja karastatud, et saavutada kõrge pinnakõvadus. Alumise rulli pronkspuksid-laagrid on paigaldatud riiulite aukudesse ja ülemine - liuguritesse, mis võivad liikuda mööda riiulite vertikaalseid juhtsoonte. Altpoolt suruvad liugureid väikesed vedrud, mis kipuvad rulle laiali lükkama, ülaltpoolt piiravad nende liikumist ülemise plaadi keermestatud avadesse paigaldatud tõkked. Mõlema peatuse sünkroonne pöörlemine, mis on vajalik ülemise rulli paralleelseks liikumiseks, on tagatud südamiku ülemisele plaadile paigaldatud käiguga. Selle moodustavad regulaatori lai hammasratas, mis on vabalt paigaldatud plaadi keskele surutud teljele, ja kaks kitsast hammasratast, mis asetsevad klahvide kaudu peatuste varredel. Keskratta küljes olevat nuppu keerates saab muuta peatuste asukohta ja samal ajal ka töövahe suurust.
Rullid pannakse pöörlema alumise rulli kandilisele varrele pandud käepideme abil. Pöörlemine edastatakse ülaosale käigukasti abil. See mitte ainult ei muuda rullide tööd tõhusamaks, vaid võimaldab konstruktsiooni kasutada ka lehtmetalli lõikamiseks nende teljele paigaldatud ringnugade abil.

Riis. 1. Universaalsete valtsrullide seade:
1 - regulaatori hammasratas (m = 1, Z = 50), 2 - keermestatud stopper (m = 1, Z = 50), 3 - M10 polt (4 tk.), 4 - ülemine plaat, 5 - vahetatav tööriist: kujuline rullid, ringikujulised noad, 6 - liugelaager (pronks), 7 - alus (teras 20), 8 - M10 kruvi (4 tk.), 9 - ülemine rull (teras 40X), 10 - alus (teras 20), 11 - alumine rull (40X teras), 12 - rull hammasratas (40X teras, m = 2, Z = 25), 13 - puks, 14 - vedru, 15 - ülemise rulli liugur (teras 20), 16 - keermestatud tõkesti (40X teras) , 17 - regulaatori käigu telg, 18 - regulaatori nupp, 19 - käepide, 20 - M8 kruvi, 21 - käepidemed, 22 - rullkäepide.


1 - kujulised rullid, 2 - ümmargused noad, 3 - hammasrullid, 4 - komplekt tooriku rõngaks (silindriks) rullimiseks, 5 - rullid sirgendamiseks.
Rullide kokkupanek seisneb raami elementide ühendamises ja rullikute paralleelses paigaldamises. Täiendavate toimingute tegemiseks ei pea masinat lahti võtma: tööriistad paigaldatakse kiiresti konsoolina rullide telgede vartele. Selleks on need varustatud M8 keermega aksiaalsete aukudega ja väljastpoolt - tüüblid pöörlemise edastamiseks. Seal on paigaldatud keermestatud südamikele ja ringnugadele. Kui soovite lõigata riba, mille laius on üle 35 mm, kasutage piklikku südamikku, mis liigutab noad nagist pikema vahemaa võrra eemale.
Raske on nimetada tööstust, kus ei kasutata metalli ja sellest valmistatud tooteid, mille tootmiseks kasutatakse aktiivselt valtspinki. Metallurgiaettevõtted esitavad tänapäeval seadmetele üsna kõrgeid nõudmisi. Seetõttu erinevad kaasaegsed tööstusmasinad, eriti valtspingid, oluliselt varem toodetud mudelitest.
Milleks see varustus?
Vajadus sellise vastupidava ja usaldusväärse materjali nagu metall järele kasvab pidevalt, mis toob kaasa vajaduse avada uusi metallurgiaettevõtteid ja moderniseerida olemasolevaid. Nimekirja tööstusharudest, kus metalli kasutamine on lihtsalt hädavajalik, võib jätkata lõputult. Need on masinaehitus, auto- ja laevaehitus, ehitustööstus ja paljud teised.
Selleks, et metallimaak muutuks teatud klassi valtsmetalliks, on vaja teha palju põhi- ja abitoiminguid, millest igaühe jaoks kasutatakse spetsiaalseid seadmeid. Üks peamisi metallurgiaseadmete tüüpe, millel plastilise deformatsiooni tulemusena saadakse kuumast kangist metallileht, on valtspink. Just sellel tehakse suurem osa metallurgiaettevõtete tööst.
Valtsimistehaste sordid
Nagu juba teada saime, on valtspink seade, millel järjestikuste toimingute tõttu muudetakse metalltoorik nõutavate geomeetriliste parameetritega valtstoodeteks. Sõltuvalt lõpptoote parameetritest võivad need masinad olla mitut tüüpi. Tühjendamine ja pühkimine (plaadid ja õitsengud) on ette nähtud tooriku valmistamiseks suurest metalliplokist, mis suunatakse edasiseks töötlemiseks spetsiaalsesse valtsimisseadmesse. Viimast tüüpi seadmed, mis juba toodavad vajaliku konfiguratsiooniga valtsmetalli, hõlmavad sektsiooni-, toru- ja traadiveskeid.
Sektsioonveskite kategooriasse kuuluvad seadmed erinevat tüüpi valtstoodete tootmiseks. Seega võivad need olla veskid nurkade, kanalite, siinide jms jaoks. Olenevalt nende funktsionaalsusest võivad sellised veskid olla suure ja keskmise sektsiooniga, rööbasvaltsimis- ja MPS-kategooriaga, millelt saadakse erinevate sektsioonide profiile. Lehtvaltspinke, mis on võimelised töötlema toorikuid külm- või kuumdeformatsiooniga, kasutatakse metallplaatide (paksus 50–350 mm), lehtmetalli (3–50 mm) ja ribade (1,2–20 mm) valmistamiseks. Valmistooted keritakse peale tootmist kuni 50 tonni kaaluvatesse rullidesse.
Erinevat tüüpi õmblusteta torusid tootvate valtspinkide klassifikatsioon jagab need järgmistesse kategooriatesse:
- pidev pikendamine, mis toodavad torusid ristlõikega kuni 110 mm;
- 60–450 mm läbimõõduga torude tootmiseks vajalikud lühikesed sirgendajad;
- kolme rulli tüüpi seadmed - 35–200 mm läbimõõduga tootmiseks (sellistel seadmetel toodetud torud eristuvad seinte erinevuse vähenemisest);
- palverändveskid, mida kasutatakse märkimisväärse läbimõõduga (400–700 mm) õmblusteta torude valmistamiseks.

Kaasaegsetes ettevõtetes kasutatakse ka osavaltsimise või eritüüpi veskeid. Neid kasutatakse profiili- ja torutoorikute tootmiseks, mille pikkus ei ületa 3 meetrit. Lisaks võimaldavad selliste seadmete võimalused toota tema abiga toorikud kuulide, painutatud profiilide, hammasrataste, kruvide, ribilise osaga torude jms kujul. Toorikute viimistlemine toimub juba ettevõtetes, mis kasutavad oma tooteid toota.
Valtsimistehase komponendid
Iga valtspingi konstruktsioon sisaldab kolme põhielementi: nn tööalused, ülekandeseadmed ja ajamimootorid. Rullid, mida mööda leht- või profiilmetall liigub, on osa tööalustest. Nende hulka kuuluvad ka paigaldusmehhanismid, voodid, plaadid ja juhtmed. Kõikide valtspingi tööosade liikumise tagavad võimsad elektrimootorid, mis on nendega ühendatud ülekandeseadme elementide kaudu: haakeseadised, spindlid ja hammasrattad.
Peaksite teadma, et tooriku- ja redutseerimistüüpi valtspinkide peamine omadus on töörulli läbimõõt. Kui tooriku töötlemisel kasutatakse korraga mitut tööalust, siis sellise tunnusena kasutatakse selle rulli läbimõõtu, millel viimistlusoperatsioon tehakse.
Sektsioonvaltspink, kus saadakse keeruka kujuga ja üsna täpsete geomeetriliste parameetritega tooteid, sisaldab korraga mitut stendi, millest valtstoode töötlemise ajal järjestikku läbib.
Tänapäeval kasutavad kaasaegsed ettevõtted universaalseid valtspinke, mis on varustatud 3 või 5 töölauaga. Osa selliste veskide (2-3) rullidest on läbimõõduga 1350 mm, ülejäänud - 800 mm. Märkimisväärse paksusega lehttoodete tootmiseks mõeldud seadmed on reeglina varustatud ühe või kahe tööalusega. Selliste veskite töölaius, mis kujuneb rullide pikkusest, jääb vahemikku 3,5–5,5 meetrit. Lehtmetalliveski on kõige sagedamini varustatud vertikaalsete rullidega täiendavate tööalustega, mis tagavad moodustatava metallpleki külgmiste servade kokkusurumise. Ribade kujul lehtmetalli toodetakse seadmel, mis on varustatud 10–15 tööalusega, mis on varustatud horisontaalsete rullidega pikkusega 1,5–2,5 meetrit ja vertikaalsete rullidega otsa vähendamiseks.
Nagu selle konstruktsioonist näha, võib valtspink olla märkimisväärse pikkusega. Kõige tähelepanuväärsem on selles osas toruvaltsimisseade, mis hõlmab korraga kolme veskit. Esimesel neist torgatakse metallist toorikusse auk, teisel - toorik tõmmatakse torusse, kolmandal - kalibreerimine, mis viiakse läbi valmistootele vajaliku läbimõõdu andmiseks. Osavaltspinkides töödeldakse detaili nii spiraalselt kui ka põikisuunaliselt.
Oma kätega valtspingi valmistamine
Kui vajate kodutöökojas kasutamiseks väikese võimsusega valtspinki, siis on see täiesti võimalik ise teha. Vaatamata oma disaini lihtsusele saab selliseid seadmeid kasutada erinevat tüüpi tööde tegemiseks. Seega on tema abiga võimalik iseseisvalt toota erineva läbimõõduga traati, sirgendada või lõigata lehtmetalli, mille paksus ei ületa 0,5 mm.
Selliste valtsimisseadmete valmistamiseks on vaja järgmisi konstruktsioonielemente: kaks võimsat nagit, teraslatt läbimõõduga 5 cm, pealisplaat, poldid mutritega (M10), kaks hammasratast ja hammasratas, pronkspuksid ja laagrid, vedrud ja piirikud.
Sellise koduse valtspingi konstruktsioon on kokku pandud järgmises järjestuses:
- nagidest ja terasplaadist, ühendades need poltide ja mutritega, luuakse puuri sarnasus;
- riiulitele on paigaldatud kaks töövõlli, mis on eelnevalt terasvardast töödeldud ja karastatud, et anda neile suurem kõvadus;
- alumine võll paigaldatakse raamide vahele laagritega pukside abil ja ülemine võll, mis on teisaldatav, on paigaldatud spetsiaalsetele liuguritele, mille liikumine ülespoole on piiratud peatustega;
- Kahe töövõlli pideva kokkusurumise tagavad vedrud, mis tuleks kinnitada samaaegselt alusplaadile ja ülemisele võllile.




Populaarne
- Kodulooliste tegevuste projekt “Minu väike kodumaa” Kodulooraamatukogu projekt
- Täielik aruanne (abi) Plagiaadivastane plagiaadivastane kontrollprotokoll näeb välja selline
- Aatomi elektrooniline konfiguratsioon
- Kuidas ühendada elekter maja ja krundiga: kuhu minna, mida vajate ja kui palju see maksab Kuidas valida arvutile Wi-Fi-adapterit: väline ja sisemine
- Kuidas kaunistada uueks aastaks kontorit, õppe- või töökohta: originaalsed ideed Kaunistage kontor uueks aastaks
- DIY jõulukaunistus
- Põllumajanduse ja töötleva tööstuse päeva tähistamine
- Millal tähistatakse põllumajanduspäeva?
- Kaardimängud laua taga
- Naljakad ja naljakad võistlused lõbusale täiskasvanute seltskonnale