Lao raamatupidamisplokk 1c erp. Lao- ja varude haldamine
Lao haldamiseks saab kasutada laotellimuste arvestusskeemi. Tellimuste lao skeemi saab lubada iseseisvalt saatmis- ja vastuvõtutoiminguteks. Laotellimused väljastatakse rangelt tellimusdokumentide alusel, milleks võivad olla tellimused või arved. Saabunud, kuid täitmata tellimuste kohta peetakse arvestust; Lao töötehnoloogia võib põhineda täielikult elektroonilistel tellimustel.
Alamsüsteem näeb ette kaupade sihipärase ladustamise, s.o kaupade tasakaalu hoidmise “ladustamiskohtade” (kambrid, riiulid, riiulid) ja toodete pakendamise kontekstis. Süsteem võimaldab hallata kaupade paigutamist laokohtadesse vastuvõtmisel, komplekteerimist laokohtadest saatmise ajal, kaupade teisaldamist ja lahtivõtmist. Programmis sisalduvad algoritmid valivad paigutuse ja komplekteerimise käigus automaatselt optimaalsed hoiukohad ning tagavad, et intensiivsete laotoimingute käigus ei tekiks kokkupõrkeid.
Alamsüsteem võimaldab luua erinevaid töötsoone optimaalseks ligipääsuks laorakkudele ja määrata laolahtrites ringi käimise järjekorda, näiteks töötsoonid tõstuki juhtimiseks ja laotöötaja poolt kaupade käsitsi valimiseks. Kaupade valimisel saab määrata erinevaid valikustrateegiaid, et optimeerida kaupade paigutust lahtritesse. Näiteks kauba valimisel tühjendage esmalt need lahtrid, kus kaupa hoitakse minimaalses piisavas mahus. See vabastab rakud äsja saabunud kaupade mahutamiseks. Aadresslao (ruumide) lahtrite ennetava täiendamise mehhanism võimaldab suurendada valikukiirust kauba laost väljasaatmisel. Soovi korral saab kasutada kaupade adresseeritud ladustamist. Lisaks toetatakse toodete ladustamiskohtade viitelinkimist.
Rakendatud on mitmeastmeline inventuuriprotsess, mis hõlmab laoseisu tellimuste genereerimist, korralduste väljastamist laopindade saldode ümberarvutamiseks ning ülejääkide ja puudujääkide eraldi kajastamist tegevus- ja finantsarvestuses.
Alamsüsteem võimaldab automatiseerida nii kaupade klientidele tarnimise protsessi kui ka kauba kohaletoimetamise protsessi kaupade liigutamisel ladude vahel. Kauba kohaletoimetamine võib toimuda otse kliendi aadressidele (ladu) või transpordifirma (vedaja) abiga. Tarnetellimused genereeritakse võttes arvesse tarnetsooni, tarneaadressidest möödahiilimise järjekorda ning arvestades ka sõiduki kandevõimet.
Lahenduse peamised uuendused ja funktsionaalsuse arendamine:
- Laodude keeruline hierarhiline struktuur.
- Mobiilne laohaldus.
- Tellimuste jaoks eraldi arvestus - vajaduste broneerimine.
- Mobiilsed töökohad laotöötajatele.
- Taaskasutatavate pakendite arvestus.
- Tootevarude haldamine.
- Varude statistiline analüüs, ABC/XYZ analüüsi tulemuste talletamine.
- Prognoositava nõudluse arvutamine.
- Tooted ladudes vastavalt aegumiskuupäevadele.
- Kohaletoimetamise juhtimine.
- Toote kalender.
Kust me siis alustame? Alustame sellest, kuidas mõlemad lahendused kirjeldavad ettevõtte majandusmudelit.
1C:UPP-s on meil paralleelne sõltumatu juhtimine ja reguleeritud raamatupidamine. Selleks näitame dokumentides ära organisatsiooni juhtimisüksuse ja allüksuste vastavuse ning kasutame ka lippe “Reflect in”, et reguleerida, millist tüüpi raamatupidamises dokumente kajastada. Seega toimub andmete sünkroonne paralleelpeegeldamine erinevat tüüpi raamatupidamises.
Konstruktsiooni 1C:ERP ehituspõhimõte on erinev. Kõik majandustegevused on kajastatud tegevusarvestuse raames. Majandustegevuse mõiste ja selle finantshindamise põhimõte on selgelt eraldatud. Sel juhul võib finantshinnangu anda mis tahes standardite (RAS, IFRS või ettevõtte aktsepteeritud sisestandardite) järgi. Lisaks tehakse see finantshindamine edasilükatud meetodil.
Kuidas see mõjutab ettevõtte struktuuri? Esiteks jagunevad organisatsioonide osakonnad ja allüksused nende lahendatavate ülesannete järgi. Organisatsioonide organisatsiooniline struktuur kajastub loendis “Divisjonid”, see kataloog lahendab eranditult personaliarvestuse probleeme.
Ettevõtte struktuur - kasutatakse raamatupidamisdokumentide kiireks kajastamiseks süsteemis ja kuluarvestuse pidamiseks nii juhtimis- kui ka raamatupidamiseesmärkidel. Selliste üksuste koosseisu määravad ära juhtimiseesmärgid, seega moodustavad tegevus- ja juhtimisüksused teatud mõttes ühtse terviku.
Kõik tehingud kajastuvad tegevusarvestuses. See võimaldab teil ettevõtet juhtida ja teha otsuseid kõigi andmete analüüsi põhjal. Kui mõnda tehingut on vaja kajastada ainult reguleeritud raamatupidamise tarbeks, on selleks teatud tehingud ette nähtud nendel näidatud dokumentidel ja dokument kajastatakse ainult reguleeritud raamatupidamise jaoks. Seetõttu ei mõjuta selliste dokumentide teave operatiivjuhtimise andmeid.
1C:ERP on soovitatav kasutada nende ettevõtete jaoks, kus juhtimise ja reguleeritud raamatupidamise arvestuspõhimõtted on omavahel korrelatsioonis.
Kaubandustegevuse peegeldus
Iga ettevõtte jaoks on oluline küsimus kauplemistegevuse kajastamine.
Millised on peamised erinevused?
1C:UPP-s toimub kauplemine osapooltega vastaspoole või lepingu raames. Vastastikuseid arveldusi saab täpsustada enne tellimust, arvet või maksedokumenti.
Partneri (uus kataloog) kontseptsioon on lisatud 1C:ERP-sse. See on valdusüksuste või ettevõtete grupi kataloog. Töövõtjate kataloog on tegelikult juriidiline kataloog. Isikud Iga partneri jaoks saate määrata ühe või mitu vastaspoolt. Saate jälgida partnerite omavahelisi arveldusi.
1C:UPP peamine tööriist on ostja tellimus. Tellimuse sees saate aruannete abil jälgida tarnete mahtu ja võlgnevuse suurust. Ja arveldusdokumentide abil maksete tegemisel võlgnevuste päevade arv.
1C:ERP-s on võimalik tellimusi jälgida oleku järgi: kokkulepitud, kinnitatud, saatmiseks jne. Ja mis peamine, on ilmunud tellimuste kinnitamise äriprotsessid. Laiendatud on tellimuse oleku visualiseerimise mehhanismid tellimuste loendis (tellimuste olulisust kajastavad piktogrammid, värvimarkerid, tellimuste ärakirjade saamine ühe nupuvajutusega), mis võimaldab kasutajal olukorda kiiresti hinnata. Tellimusega töötamiseks on ilmunud mugavad mehhanismid: kui tellimus nõuab kohustuslikku ettemaksu, ei saa seda enne makse registreerimist täitmisele üle kanda, seega ei kajastu see tellimus teostuse genereerimise töökohal. Kõik see vähendab dokumentide ekslikku genereerimist ilma tarnetingimusi järgimata.
1C:UPP-s on lepingutingimuste jälgimiseks (kohustus teatud tooteid müüa või teatud summa eest müüa) tingimused täpsustatud dokumendiga "Lepingutingimused" ja kontrolli teostab vastav aruanne. Funktsionaalsuses ei toimu automaatset jälgimist konkreetse teostuse vastavuse tingimustele või järjekorrale.
1C:ERP-sse on lisandunud uued tööriistad – standard- ja individuaalsed lepingud. Partneritele saab määrata ühe müügitingimuse, ühtsed allahindlused/lisarahad, mis fikseeritakse tüüplepingus. Ja need näitajad kehtivad kõigi valdusesse või kontserni kuuluvate juriidiliste isikute (vastaspoolte) kohta.
Üksiku vastaspoole jaoks saab sõlmida eraldi individuaalse lepingu.
Rakendatud on mehhanism müügi või tarnete vastavuse jälgimiseks partnerile või vastaspoolele määratud lepingule. Kontrollitakse tarne mahtu, hinda ja tingimusi (ettemaks, määratud allahindlused jne)
1C:UPP puhul saab allahindlusi ja juurdehindlusi määrata osapoolele, kaubale või kauba hinnarühmale mahu ja perioodi järgi.
1C:ERP-s on oluliselt laiendatud allahindluste/lisaraha määramise ja arvutamise mehhanismi, allahindluste/lisahindade määramise tingimusi nihkemehhanismi abil (üks allahindlus/lisa tõrjub välja teise, kui selle kohaldamise tingimus esineb).
Samuti peavad paljud kasutajad väga mugavaks, et 1C:ERP rakendab mehhanismi hindade allalaadimiseks Excelist.
Varude kontroll
1C:UPP-s on laod kohustuslik raamatupidamise jaotis. Karakteristikute ja seeriate arvestuse pidamise vajadus määratakse iga kauba kohta. Saate pidada tellimuste ladu (kasutada saabuvat ja väljaminevat laotellimust, kus laopidaja märgib ainult vastaspoole, saabuvad/väljaminevad kaubaartiklid ja koguse, hinnanäitajad aga dokumenteerib raamatupidamisosakond). See, kas tellimusladu kasutatakse või mitte, määratakse kindlaks ettevõtte eeskirjadega. Lisaks tehakse otsus tellimuste andmise või mitteandmise kohta igal üksikjuhul eraldi, seega puudub süsteemikontroll, et pärast rakendamist on vaja orderit või laekumisel koostas laopidaja tellimuse - ei.
1C:ERP-s on laoarvestus valikuliselt lubatud. Seega, kui väikeettevõttel ei ole eraldi ladusid (üks ladu), ei ole vaja laopindasid territooriumi kaupa eraldada, siis saab laoarvestuse keelata. See ei tähenda, et laojääkide aruandeid ei saaks hankida – need genereeritakse standardsel viisil. Neil lihtsalt pole teavet selle kohta, millises laos see saldo on, sest... laod pole olulised.
Karakteristikute ja seeriate säilitamine jäetakse alles, kuid need parameetrid määratakse kaubatüübi jaoks. Seeriate kaupa saab raamatupidamist pidada informatiivselt (viiteks, ainult dokumendi väljastamiseks) või täielikult (iga seeria saldode laekumisega).
Tellimusskeemi haldamine 1C:ERP-s on valikuliselt lubatud iga lao jaoks. Lisaks saate määrata, milliste tehingute jaoks on vaja tellimusi - näiteks ainult laost mahakandmisel. Laopidaja väljastatud müügidokument on korraldus tellimuse väljastamiseks, mis kajastub tema süsteemi töölaual.
Samuti on eraldatud ühest laost saatmise ja teise lattu vastuvõtmise toimingud. See on mugav, kui laod asuvad üksteisest kaugel ja peate mõistma, et kaubad ja materjalid on ühest laost juba teele saadetud, kuid need pole veel jõudnud teise lattu.
1C:ERP rakendab mobiilsideladu. Laos saab arvestust pidada ruumide ja tööpiirkondade kaupa.
Kaupu saate lahtrites hoida kahel viisil:
- referentspaigutuse meetodil - sellisel juhul võetakse kaubad arvesse lao (ruumide) kontekstis, igas lahtris kaubajääke ei kontrollita, määratakse vaid kauba konkreetne hoiukoht.
- aadressi salvestamise meetod - sel juhul võetakse kaupu arvesse lahtrite kontekstis ja lahtrites olevate kaupade kontroll toimub.
Esimene meetod võimaldab teil lihtsalt kiiresti leida toote saatmisel ja raku kättesaamisel. Teine meetod on spetsiaalselt suunatud kaupade paigutamise ja valiku protsesside automatiseerimisele ja optimeerimisele, võttes arvesse erinevaid strateegiaid, ning võimaldab teil kontrollida kaalu, mahtu, rakkude täituvust ja muid parameetreid.
Operatiivjuhtimise korraldamine tootmises
Kuna ERP-klassi süsteemid on mõeldud eelkõige tootmisettevõtete probleemide lahendamiseks, pakuvad suurimat huvi tootmise operatiivjuhtimise korraldamisega seotud küsimused. Millised on peamised erinevused 1C:UPP ja 1C:ERP vahel?
1C:UPP puhul põhinevad kõik protsessid toote struktuuril. Planeerimismehhanismide kasutamiseks on vaja süsteemis täpsustada toodetavate toodete spetsifikatsioonid. Seetõttu seab süsteem põhiandmete detailsusele väga kõrged nõudmised kuni iga tehnoloogilise töökeskuse tehnoloogilise toiminguni välja. Selline lähenemine tagab ainult rangelt järjestikuse tellimuse täitmise: esmalt peame lõpetama tehnoloogilise dokumentatsiooni täieliku väljatöötamise ja alles seejärel asuma valmistama meile huvipakkuvaid tooteid.
1C:ERP puhul on lähenemine erinev. Tegelikult on rõhk tootmisprotsesside juhtimisel. Esitatakse kahetasandiline juhtimine, st. töökodadevaheline planeerimine ja juhtimine töökoja raames.
Töökodadevaheline planeerimine on tootmisetappide määratlemine ja elluviimise planeerimine, siinkohal piisab toodete kirjeldamisest vastavalt teostatavatele etappidele. Iga etapi jaoks saate määrata selles etapis nõutavad väljundtooted, materjalid ja teenused, samuti tööjõukulud, mis on vajalikud selle täitmiseks. See on tootmisprotsessi kirjeldus. Selle kirjeldamisel saate arvesse võtta neid tegureid, mis pole tehnoloogilises dokumentatsioonis selgelt välja toodud ja näitavad kestuse osas kõige realistlikumat tähtaega.
Ja iga toimingu etapis toimuv otsene täitmine delegeeritakse töökoja tasemele ja iga etapi rakendamiseks saab üksikasjalikku tehnoloogilist dokumentatsiooni väljastada selle rakendamise alguses. See võimaldab teil alates tootmisprotsessi algusest korraldada paralleelset tööd tootega, et viia lõpule järgmiste etappide tehnoloogiline dokumentatsioon.
Töökoja tasemel juhtimiseks on ilmunud tööriist - marsruudileht (tootmisarvestuse režiimi jaoks 2.1) või tootmisetapp (tootmisarvestuse režiimi jaoks 2.2), milles määratakse konkreetsed teostatavad toimingud täitmise etapis.
1C:UPP tootmisgraafik on operatiivne tootmisgraafik, mis on planeeritud pidevale ajateljele. Selle loomisel hinnatakse töökeskuste olemasolu. Selline ajakava on väga tundlik selle tegeliku rakendamise käigus tekkida võivate kõrvalekallete suhtes ning seab kõrged nõudmised ka ümberplaneerimise korraldamise tagasiside kiirusele.
1C:ERP rakenduslahenduses on tootmisgraafik üles ehitatud intervallide kaupa. Need. planeerimine toimub diskreetsel ajateljel, mis on jagatud planeerimisintervallideks, mis määratakse iga osakonna jaoks eraldi. Töökeskuste ja materiaalsete ressursside jaoks teostatakse ajakava koostamise ajal saadavuse kontrolli. Selline lähenemine tähendab algselt sisse viidud ajutist koondamist. Kuid koos marsruudilehtede/tootmisetappide rakendamise operatiivse kajastamisega, kus registreeritakse kõrvalekalded etappide teostamisel, võimaldab see vähendada ümberplaneerimise vajaduse juhtude arvu. Kohaliku dispetšeri vabadus võimaldab programmi ellu viia planeeritud aja jooksul.
Küsimus 4.13 – Siseülekandekorralduse koostamine
IN küsimus 4.13 tuleb vastata, millise detailsusega dokumenti sisestada Sisemine liikumise järjekord. Vastuse valikud:
- Nomenklatuuri tunnuste juurde
- Kuni nomenklatuuri seeriani.
Tuleb märkida, et küsimuses on dokumendi pealkiri antud valesti. 1C:ERP 2.0 puhul täidetakse sisemise liikumise korraldus dokumendiga Tellimus kaupade liikumiseks. Loo dokument Tellimus kaupade liikumiseks leiate ülekandekorralduste nimekirjast ( Ladu – klientide tellimused). Valige nupp Loo.
Nagu näete, on dokumendi loomiseks kaks võimalust:
- Sama organisatsiooni ladude vahel
- Ladude ja organisatsioonide vahel.
Dokumendi esimeses versioonis näete seda dokumendi tabeliosas Tellimus kaupade liikumiseks, peate täpsustama Nomenklatuur Ja Nomenklatuuri tunnused(olemas vastavad veerud).

Loome kaubast uue üksuse.

Valime välja tooteartikli, mille kohta toimub arvestus vastavalt omadustele.
Teabe saamiseks on selline nomenklatuuriüksus esile tõstetud ikooniga

Pärast tooteartikli valimist veerg Iseloomulik muutub kohustuslikuks.

Dokumendi teises versioonis Sisemine ülekandekorraldus – ladude ja organisatsioonide vahel. Dokumendi välimus on sarnane.

Dokumendi sees Tellimus kaupade liikumiseks Pole ühtegi veergu, mis lubaks teil seeriat määrata. Tööriistaribal pole märke seeria täpsustamise võimalusest, isegi viitamiseks.
Nüüd vaatame, kuidas dokument käitub, kui kaubaks valitakse väljakujunenud arvestusega seeriate kaupa positsioon ja laod (detailid) Vastuvõtmise ladu Ja Saatmine ladu dokumendis Tellimus kaupade liikumiseks) on valitud seeriaarvestuse toega laod.
Selle võimaluse testimiseks loome kaks seeriate kaupa arvestuse võimalusega ladu.
Ladude nimekiri on saadaval menüüst Regulatiiv- ja viiteteave – laod ja kauplused.

Teeme esimese lao nimega “Vastuvõtva ladu”.

Järjehoidja peal Tellimuse skeem ja struktuur Märgime üles minimaalsed seadistused, et ladu saaks lugeda tellimuslaoks. Ainult tellimisskeemiga ladudes on võimalik partiiarvestus.

Loome samamoodi lao "Saatmise ladu".
Loome Nomenklatuuri tüüp seeriate kaupa arvestuse võimalusega. Avame kataloogi Nomenklatuuri tüübid (Regulatiiv- ja viiteteave – sätted ja teatmed).

Kataloog avaneb Nomenklatuuri tüübid.

Klõpsake nuppu Loo ja täitke kõik vajalikud andmed.

Kataloogiüksuse loomise vormil sarja arvestuspoliitika valimisel Nomenklatuuri tüübid Saate luua seeriad, millel on täielik arvestus seeriate kaupa.

Valime kõige nõudlikuma poliisitüübi.

Kasutame seda seeria arvestuspoliitikat kaubaliigi loomisel (vt ülaltoodud joonist).
Loome üksuse äsja loodud üksusetüübiga.
Avame kataloogi Nomenklatuur (Regulatiiv- ja viiteteave – nomenklatuur).

Loome uue üksuse üksuse.

Sisestage ülejäänud teave nomenklatuuri.

Proovime nüüd dokumenti luua Tellimus kaupade liikumiseks koos ettevalmistatud regulatiivse ja viiteteabega.

Kord rekvisiidis Vastuvõtmise ladu ladu on näidatud, võttes arvesse seeriate kaupa, kuvatakse veerg seeria. Kahjuks on seeriaarvestusega kauba valimisel veerg seeria täpsustamata.
Kui aga otsustame pakkuda Saatmiseks, saate määrata seeria.

Kolumnis seeria on võimalik näidata seeriat.

Pange tähele, et seeria on esile tõstetud sinisega, st. on valikuline, kuid seda saab siiski täpsustada.
Nii et vastus on dokument Tellimus kaupade liikumiseks saab välja anda vastavalt nomenklatuurile üksikasjalikult kuni nomenklatuuri tunnuste ja kuni nomenklatuuri seeriani.
Kaebuse põhjused
Kahjuks puudutab küsimus moodustamist, s.t. dokumendi loomiseks Ülekande korraldus, ning tagatise täitmine on rohkem seotud vajaduste rahuldamise plokiga, mille kasutamist eeldatakse pärast dokumendi teatud seisundite läbimist. Seetõttu peeti aruanne nr 1 varem õigeks (tunnusteni). Kuid vastusest selgub, et saame tagatise täita tellimuse koostamise ajal. Seega, kui valite eksamil vastuse nr 3, saab ülaltoodud teavet kasutada apellatsioonis.
3 kommentaari kohta " 1C: 1C:ERP professionaal – küsimus 4.13”

1C ERP: Kauba vastuvõtmine aadresslattu
Kauba vastuvõtmine tellimuslattu toimub vormilt “Kauba lattu vastuvõtmine” (kutsutakse jaotisest “Ladu”). Tuleb valida ladu ja ruumid. Sissetulekutellimuste aknas kuvatakse lattu laekumise alusel dokumendid, milles on laoks märgitud valitud ladu. 1C ERP-s nimetatakse neid "tellimusteks". Alloleval joonisel näeme dokumente: “Tellimine tarnijale”, “Toote vabastamine” ja “Kauba ja teenuste vastuvõtmine”. Akna paremal küljel näeme täpselt, millist kaupa ja millises koguses on vaja vastu võtta vastavalt kursori paigutamise järjekorrale. Pange tähele, et üheski dokumendis ("Kaubade ja teenuste kviitung", "Toote väljalase", "Tellimine tarnijale") ei ole märgitud ei lahtreid ega ruume. Ainult ladu.
1. Aktsepteerimise läbiviimiseks peate seisma nõutud dokumendil ja vajuta "Koosta tellimus".
Pärast nupu “Koosta tellimus” klõpsamist koostab programm automaatselt sissetulekutellimuse. Vahekaart "Teave" täidetakse automaatselt.

Vahekaardil „Tooted“ täidetakse automaatselt toodete loend. Veerud „Pakend” ja „Kogus” jäävad tühjaks. Eeldatakse, et laopidaja täidab vastuvõtmise käigus koguse ja pakendi, milles asi vastu võeti.

Koguse saab aga automaatselt täita, vajutades nupule “Täida” ning vajadusel korrigeerida.

Oletame, et kõik kaubad ei jõudnudki ja laopidaja korrigeeris kogust.

Seejärel kuvatakse peale dokumendi vormis “Kauba laekumine lattu” vormistamist aktsepteerimata jääk: algkogus miinus juba vastuvõetud. Sisestatud kauba vastuvõtu tellimus kuvatakse vormi allservas.

Klõpsates valikul „Vastuvõtmise edenemine“, näete aktsepteerimise olekut.

Kaupade vastuvõtt aadresslattu toimub spetsiaalses lahtris, mille tüüp on “Vastuvõtt” ja seejärel paigutatakse kaup lahtritesse.

- Märgistage kaubad lahtritesse. Selleks peate minema vormi "Vastuvõtt lattu" vormi "Paigutus lahtritesse". Seal kuvatakse esemed, mis on vastuvõetud vastuvõtutsooni ja on paigutamiseks valmis.

Kaupade lahtritesse paigutamiseks - vajalik Klõpsake "Loo paigutusülesanded". Programm genereerib automaatselt paigutuse lahtritesse vastavalt aadressilao seadistamise käigus sisestatud reeglitele ja paigutusstrateegiatele. Ekraani allossa ilmub dokument „Paigutuse ülesanne“ olekuga „Valmis“.


- Printige loodud dokument « Paigutusülesanne“ tuleb üle anda laotöötajale . Dokumendis “Paigutuse ülesanne” näete, millisesse lahtrisse on programm toote määranud. Vajadusel saab raku välja vahetada.
- Pärast kauba tegelikku paigutamist peab laotöötaja määrake dokumendi "Paigutuse ülesanne" olekuks "Vigadeta lõpetatud" .

Kui mingil põhjusel ei olnud võimalik paigutada - määrake olekuks "Vigadega lõpetatud". Seejärel ilmub paigutusülesandesse veerg, milles peate märkima tegelikult paigutatud üksuse. Ülejäänud üksused jäävad postitamata. Selle jaoks peate sisestama uue paigutuse ülesande. Kui paigutamine ebaõnnestus lahtri probleemide tõttu, saab selle lahtri blokeerida (et programm ei prooviks sinna paigutada). Selleks saate 1C ERP-s paigutamise ülesande põhjal sisestada dokumendi "Lahtri lukkude seadistamine".


- Kaupade liikumist aadresslaos 1C ERP-s saab vaadata aruande “Kauba liikumine aadressladudes” abil.

Saate kasutada erinevaid aruande seadeid. Näiteks huvitab meid ainult ülejäänud osa põhiühikutes olevatest lahtritest.

Lahtri sisu saate "vaadata" kataloogist "Laokastid".

Sissejuhatus
Viimastel aastatel on Venemaa võtnud kursi oma tootmise arendamisele. Riigi kaitsekorraldust rahastatakse aktiivselt, rubla kursi langus on muutnud uute tootmisettevõtete avamise kasumlikuks.
Sellega seoses on kasvav vajadus tarkvaralahenduste järele, mis suudaksid selliseid ettevõtteid igakülgselt automatiseerida.
Kui vaadata ERP-süsteemide juurutuste arvu Venemaa turul, on ettevõtte juhtimise kompleksse automatiseerimise tarkvara peamised tootjad 1C ja tuntud lääne süsteem.
Traditsiooniliselt arvatakse, et lääne müüja tooted on ressursside planeerimise osas kvalitatiivselt paremad kui 1C. Arvatakse, et ettevõtte 1C tooted on puhtal kujul raamatupidamissüsteemid ja kui on vaja arvutada tootmisgraafik või määrata kavandatud personali- või materiaalsete ressursside vajadus, siis peate kas midagi ostma. tõsisem”, muutke standardset 1C konfiguratsiooni hästi või oluliselt.
Siin on teatav tõtt - ettevõtte 1C evolutsioonilised tarkvaratooted pärinevad Venemaa raamatupidamise vajadustest ja see on tõesti ennekõike raamatupidamine ja siin on 1C ülimuslikkus vaieldamatu. Kuid juba 2005. aastal andis ettevõte 1C välja konfiguratsiooni 1C: Manufacturing Enterprise Management, mis toetas MRP standardeid ja teatud määral ka MRP2 standardeid.
“1C: Manufacturing Enterprise Management” osutus turul üsna populaarseks tooteks. See ühendas 1C raamatupidamissüsteemide traditsioonilise töökindluse ja kvaliteedi ning pakkus intuitiivseid tööriistu ressursivajaduste planeerimiseks. Esiteks materiaalsed ressursid - tooraine, pooltooted jne.
Koos tootmisvajaduste materiaalse planeerimise alamsüsteemiga rakendati programmis eelarvestamise alamsüsteemi. Nüüd ei saanud enam öelda, et 1C konfiguratsioonid on vaid raamatupidamissüsteemid.
Ja 2013. aastal andis ettevõte 1C välja täiesti uue tarkvaralahenduse tööstusettevõtete keerukaks automatiseerimiseks - “1C: ERP Enterprise Management 2”.
Lahendus osutus nii uuenduslikuks, et selles välja pakutud automatiseerimise kontseptsioon oli teatud hetkel turuvajadustest ees. Programmis oli põhirõhk planeerimisel ja vaid kehtestatud plaani tagajärg oli ettevõtte põhitegevus ja raamatupidamine. Pealegi ei toimu raamatupidamiskirjete moodustamine veebis üldse. Raamatupidaja kujundab ettevõtte raamatupidamispoliitika (rutiinse raamatupidamise pidamise reeglid) ja seejärel saab temast ainult kontroller, kes on kaasatud töö viimases etapis, kui plaanid on koostatud, ellu viidud ja regulatiivne aruandlus tuleb koostada.
Nimetada sellist lahendust lihtsalt teiseks 1C raamatupidamisprogrammiks on täiesti vale.
“1C:ERP Enterprise Management 2” on täies mõttes ERP-klassi juhtimissüsteem.
Kuid see tekitas omad raskused. Paljud ettevõtted polnud selleks valmis. Esimeste 1C:ERP juurutusprojektide ajal oli klientidel süsteemi kohta üsna palju kaebusi.
Kaebuste põhjused on peamiselt järgmised:
Traditsioonilised ootused, et vaatamata kõigele uudsusele jääb programm raamatupidamisprogrammiks. Kui dokumendid kohe tehinguid ei tekita, siis “mis programm see on???”
Planeerimiskultuuri puudumine ettevõtetes.
Saadaolevate koolitusmaterjalide puudumine programmi 1C:ERP võimaluste kohta.
Põhjus number üks on traditsiooni küsimus ja kompetentne “poliitiline” lähenemine automatiseerimisele: uus programm ei vähenda kuidagi raamatupidaja tähtsust ettevõttes, vaid ainult vabastab ta operatiivtöö rutiinist, viies ta tasemele. strateeg ja kontroller - ta määrab kindlaks regulatiivse raamatupidamise reeglid ja seejärel kontrollib ainult nende täitmist. Selleks on programmil kõik vajalikud tööriistad ja need pole vähem usaldusväärsed kui varem.
Selleks, et aidata klientidel mõista 1C:ERP planeerimismehhanisme, oleme Razdolye juurutuskeskuses koostanud mitmeid programmi juhtimise allsüsteemide tutvustavaid kursusi.
See kursus keskendub tootmise planeerimisele. Kursus võimaldab teil programmi omandada järk-järgult - lihtsast keerukani. Alustame tootmisjuhtimisega stiilis “a la 1C:UPP” ja liigume edasi MES-mehhanismide kasutamise poole. Programmi töömetoodika selgitus põhineb ärinäidetel (juhtumitel): lühidalt kirjeldatakse ülesannet ning antakse abstraktse ettevõtte kirjeldus, mille jaoks programm konfigureeritakse. Seejärel demonstreeritakse vajalikku dokumendivoogu ja aruandlust.
Kursuse iteratiivne lähenemine ei tähenda, et iga 1C:ERP-d kasutav ettevõte on kohustatud jõudma oma töös MES-mehhanismide kasutamiseni. Võite vabalt kasutada teile kõige mugavamaid süsteemitööriistu.
Kursus ei sisalda linke teatud teatmeteoste, dokumentide, aruannete ja muude programmis olevate objektide asukohale. Pilte ega ekraanipilte praktiliselt pole. Et “elus” näha, kuidas kõik toimib, salvestati temaatiliste videoloengute kursus, mille lingid on tekstis olemas.
Kursusel ei süveneta tehnilistesse detailidesse, mis pakuvad huvi ainult spetsialistidele. Kursuse põhieesmärk on anda lugejale terviklik pilt 1C:ERP mehhanismide kasutamise võimalusest praktiliste äritulemuste saavutamiseks.
Kellele see kursus on suunatud:
Tootmis- ja majandusplaneerimise osakondade juhtidele ja spetsialistidele.
IT-osakondade juhtidele ja spetsialistidele, kes seisavad silmitsi ülesandega valida terviklik ettevõtte automatiseerimissüsteem.
Juhtidele ja ettevõtete omanikele, kes on huvitatud uutest haldustööriistadest.
Kõigile, kes on huvitatud tootmisettevõtete juhtimismeetoditest.
Milliseid probleeme saab ettevõte 1C:ERP abil kursuse materjalide abil lahendada?
Vii end kurssi erinevate võimalustega planeerimise ja raamatupidamise korraldamiseks tootmises.
Valige sobiv tootmisjuhtimise metoodika.
Tehke kindlaks järgmised sammud ettevõtte haldustööriistade täiustamiseks.
Kaasaegsed tootmisjuhtimise meetodid
Enne kui hakkame kirjeldama programmi 1C:ERP Enterprise Management 2 võimalusi, tahaksin teha lühikese ülevaate terminoloogiast ja metoodikast.
Juhtimisstandardid
Tootmise juhtimise võib jagada mitmeks osaks:
Materiaalsete ressursside (tootmiseks vajalikud materjalid, pooltooted, osad jne) vajaduste planeerimine.
Tootmispersonali vajaduse planeerimine.
Tootmisseadmete vajaduse planeerimine.
Tootmisülesannete väljastamine kindlate plaanide järgi.
Teostatud tööde ja toodetud toodete kvaliteedikontroll.
Töötulemuste arvestus.
Üks lihtsamaid tootmisjuhtimise standardeid – MRP (Material Requirements Planning) – hõlmab ainult materiaalsete ressursside planeerimist ja arvestust.
MRP standardile vastav programm peab etteantud tootmisplaani ja ladudes olevate jooksvate laovarude alusel arvutama vajaliku materiaalse toetuse (ostude) plaani. Seda standardit toetati konfiguratsioonis 1C:Manufacturing Enterprise Management ja seda arendati edasi 1C:ERP Enterprise Management 2-s.
MRP standard on aja jooksul arenenud uueks versiooniks - MRP 2. Seda versiooni on oluliselt laiendatud, nüüd on vaja hallata mitte ainult laoseisu, vaid ka muid tootmisvajadusi (personal, seadmed), kontrollida töö kvaliteeti, luua tootmisülesanded, pidada arvestust, hinnata töötulemusi . Juhtimine on nihkunud tootmisest kaugemale ja nüüd on vaja siduda tootmisvõimekus tarne- ja turundusvõimekusega. Ettevõtte vajadused peavad vastama olemasolevale finantseerimissummale.
Seda standardit toetab ainult üks 1C ettevõtte tarkvaratoode - “1C:ERP Enterprise Management 2”.
Selle standardi kohaselt ettevõttes töö korraldamine eeldab kõigi käimasolevate protsesside ja nende koostoimete igakülgset mõistmist. Esiplaanile tuleb tegevuste planeerimine ja alles seejärel nende teostamine ja arvestus.
Selle juhendi raames demonstreeritakse programmi 1C:ERP võimalusi, mis vastavad ainult MRP2 standardi sellele osale, mis on seotud konkreetselt tootmisega. Programmi finantsplaneerimise võimalusi ei kirjeldata. Ostude, müükide ja lao alamsüsteemi kohta esitatakse teavet ulatuses, mis on vajalik tootmisjuhtimisprogrammi võimaluste demonstreerimiseks.
Ülaltoodud terminite hulgas puudub peamine, mis sisaldub programmi "1C:ERP Enterprise Management 2" nimes. See on ERP (Enterprise Resource Planning).
ERP juhtimisstandard on ettevõtte integreeritud juhtimiseks vajalike juhtimistavade üldkirjeldus. Selle standardi tootmisosa on otseselt seotud MRP2 nõuetega.
Seda standardit (ERP) toetab 1C:ERP programm välismaiste juhtivate tarkvaralahenduste tasemel. Kuna 1C:ERP programm ilmus üsna hiljuti, kasutati selle väljatöötamisel kõige kaasaegsemaid nõudeid selle klassi lahendustele, see ei sisalda konkurentidele omaseid paratamatuid ajaloolisi koormusi ja piiranguid.
Planeerimismeetodid
Kujutame ette, et meie ettevõte näeb välja selline:
Toodame metallkonstruktsioone,
Töötubasid on kolm – hankimine, keevitamine ja montaaž,
Tootmisahel näeb välja selline:
Kuidas saab sellises olukorras tööd planeerida?
Lihtsaim variant on hankida kommertsteenusest planeeritud müügimaht, koostada montaažitsehhi tootmisplaan, lähtudes montaažitsehhi vajadustest, koostada keevitustsehhi tootmisplaan, seejärel tootmisplaan. tühi pood.
Seega oleme kõikide töökodade jaoks koostanud tööplaanid ja saame töödega alustada.
Sellel lähenemisviisil on mitmeid ilmseid piiranguid:
Kui meie tegelik müük jääb plaanitust väiksemaks, tekib lõpptoodete laos üleliigne laovaru. Tõsi on ka vastupidine – kui nõudlus ületab esialgse müügiplaani, siis me ei suuda seda rahuldada ja lisakasumit ei saa.
Probleemid tootmisahela keskel võivad põhjustada pooltoodete turukõlbmatuid laoseisu. Näiteks toovad probleemid keevitustöökojas kaasa asjaolu, et hankepoest kogunevad valmiskomplektid kaupluste laoruumidesse. Ja selline hanketsehhi töö muutub sisuliselt kahjumlikuks - me ei saa selle töö tulemusi müüa, vastavalt sellele raiskame materjale ja maksame töötajatele palka ilma kasumit teenimata.
Sellist lähenemist tootmise planeerimisele nimetatakse "tõukeks": iga tootmisüksus püüab täita oma tööplaani, "suruda" oma töö tulemust tootmisahelas edasi.
Juhtimise "tõuke" lähenemisviisi peamine omadus on teatud perioodiks seatud tootmis-/tarneplaanide olemasolu.
Ilmekas näide “väljasurutud” planeerimisvõimalusest on NSV Liidus eksisteerinud plaanimajandus.
Selle lähenemisviisi alternatiiviks on "tõmbe" planeerimise tehnika.
Tuleme tagasi algse näite juurde. Kujutagem ette, et oleme iga töökoja jaoks määranud kindla tootmisvarude normi töökoja laoruumides. Oleme kehtestanud sarnase standardi valmistoodete lao jaoks.
Kui laovarude maht langeb alla normi, koostatakse täiendamise tellimus. Valmistoodangu lao jaoks genereeritakse komplekteerimistsehhi jaoks täiendamise ülesanne (tellimus valmistoodete valmistamiseks), koostetsehhist läheb ülesanne keevitustsehhi ja nii edasi mööda tootmisahelat.
Me justkui “tõmbame välja” vajalikud materjalivood, alustades oma tegelikust müügist.
Planeerimise tõmbamismeetodil põhinevad mitmed tootmisjuhtimise kontseptsioonid:
Lean tootmine
Just in Time (JIT),
Seda planeerimistehnikat peetakse kaasatud materiaalsete ressursside osas kõige optimaalsemaks. Me ei raiska materjale, igal tootmisel on kindel eesmärk – müük.
Kuid on ka teatud puudusi:
Võimalik, et me ei maksimeeri tootmisvõimsust (töid tehakse ainult vajadusel).
Tehnikat on raske rakendada - nõudluse kõikumiste kompenseerimiseks peate õigesti määrama standardreservide mahu.
Hetkel peetakse kõige progressiivsemaks ja kulutõhusamaks planeerimismeetodit “tõmbe”, kuid see on üsna “teadmismahukas” - ettevõte peab kiiresti tasakaalustama nõudluse, tootmiskoormuse, materjalivoogude ja varude.
“1C:ERP Enterprise Management 2” toetab plaanide koostamiseks nii push- kui ka tõmbamisvõimalusi.
Planeerimise tasemed
Iga tootmistsehh sisaldab enamasti mitmeid tootmispiirkondi.
Meie keevitustsehhi tootmisaladeks võivad olla näiteks automatiseeritud keevitusliinid, millel valmistatakse tulevaste metallkonstruktsioonide komponente. Oletame, et meie töökojas on kolm sellist liini erinevat tüüpi komponentide jaoks ehk kolm tootmispiirkonda.
Keevitustöökojale üle antud tootmisplaan sisaldab vajalike komponentide loetelu, kuid ei sisalda konkreetseid juhiseid, milline sektsioon millist komponenti tootma peaks. See on lihtsalt teatud perioodi vabastamise plaan. Sellist plaani nimetatakse ka kauplustevaheliseks plaaniks.
Hetkel, kui tekib küsimus, millistes valdkondades, milliseid töid tehakse ja mis hetkel see peaks juhtuma, räägime juba kauplusesisesest plaanist.
Teisisõnu, meil on kaks planeerimise taset:
Tippplaanid on kauplustevahelised plaanid, need sisaldavad tootmismahtusid kogu töökoja kohta.
Töökojasisesed plaanid, mis dešifreerivad töökoja plaanid konkreetse tööpiirkonna tootmisülesanneteks.
See lähenemine on muidugi üsna tingimuslik. Miski ei takista meid koostamast kohe kogu ettevõtte detailplaneeringut, mis kirjeldab iga tootmiskohta. Kuid sellise plaani väljatöötamine võib võtta palju aega. Ja kui tööde tegelik teostamine eraldi piirkonnas nõuab kogu ettevõtte plaani regulaarset ümberarvutamist, siis ei pruugi see arvutusressursside piiratuse tõttu olla füüsiliselt teostatav.
Kahetasandiline lähenemine planeerimisele annab teatud tsoneeringu - ühe töökoja probleemid, mis ei välju selle piiridest, ei mõjuta teiste töökodade tööd.
See lähenemine oli üldiselt aktsepteeritud suurtes Nõukogude tehastes. Seal oli kaitstud päritolunimetuste talitus (planeerimis- ja lähetusosakond), mis oli osa ettevõtte tootmisdirektoraadist. Ta koostas perioodiks kauplustevahelised plaanid.
Ja igas töökojas oli üks või mitu dispetšerit (mõnikord moodustasid nad töökoja planeerimis- ja dispetšerbüroo), kes vastutasid töökeskustele (tootmisaladele) tootmisülesannete väljastamise eest vastavalt kogu kavandatud töömahule. töötuba.
Selle kahetasandilise planeerimismudeli kirjeldusest võib tunduda, et jutt käib ainult tootmisjuhtimise “tõuke” meetodist – ju räägime ju pidevalt plaanidest. See pole nii - töökoja tööplaan võib olla taotlus "tõmbe" tehnika varude täiendamiseks. Ja seda rakendust kirjeldatakse üksikasjalikult kuni poesiseste tootmisülesanneteni.
Seda tootmisjuhtimise meetodit kasutatakse tänapäevalgi. Keskmiste ja eriti suurettevõtete jaoks on raske paremat tööviisi pakkuda. Seetõttu toetab “1C:ERP Enterprise Management 2” täielikult kahetasandilist lähenemist planeerimisele. Lisaks on kauplusesisese planeerimise tasandil lai valik tootmisressursside juhtimise tööriistu.
Planeerimistööd töökoja sees
Töökojas olevate tööpindade arv võib ulatuda mitmekümneni. Iga sektsiooni töö koosneb toimingute komplektist: vaja on paigaldada vajalikud seadmed (näiteks puur), detaili kinnitamine, detaili puurimine, detaili eemaldamine, seadmete eemaldamine. Igal toimingul on oma täitmise aeg. Korrutades tehteid sektsioonide arvuga, võime saada mitusada parameetrit, mida tuleb planeerimisel arvestada.
Kuidas saab seda kõike mõistliku aja jooksul planeerida?
Tuntud on kaks operatsioonide juhtimise metoodikat – MES ja TOC.
MES (manufacturing execution system) tehnika hõlmab spetsiaalse tarkvara (enamasti nimetatakse neid MES-süsteemideks) kasutamist.
MES-i süsteem saab sisendinfot kõikide töökoja parameetrite kohta (tootmispinnad, nende seadmed, sellel tehtavad toimingud, nende aeg, iga valdkonna jaoks vaba tööaeg), samuti infot tootmisvajaduste kohta töökoja tööplaani vormis. . Iga toodetud eseme kohta laaditakse MES-süsteemi toote marsruudi kaart - tegevuste loetelu piirkondade kaupa (tootmisseadmed), mis tuleb selle valmistamiseks teha.
Pärast seda arvutab programm välja iga töökoja sektsiooni optimaalse tööplaani, mis on määratud tootmisülesannetes (vahetus-päevatööd).
Tegeliku töö tulemuste põhjal saab plaani kiiresti ümber arvutada.
Üldiselt on see väga hea juhtimisvõte, kui mitte ühe AGA jaoks - sellise tegevusplaani arvutamine nõuab korralikku arvutusressurssi ning plaani regulaarse ümberarvutamise vajadus võib muuta sellise planeerimissüsteemi praktikas teostamatuks.
Oluliste arvutuste probleemi lahendamiseks töötati välja planeerimistehnika, mida nimetatakse "piirangute teooriaks". Selle autor (õigemini populariseerija) on Eliyahu Goldratt. Metoodika peamised ideed kodifitseeriti kolmes "tootmis" romaanis - eesmärk, eesmärk 2, eesmärk 3.
Piiranguteooria olemus on järgmine: kogu tootmisahela tootlikkuse määrab nõrk lüli (madalaima tootlikkusega lõik). Seetõttu ei ole vaja planeerida selle ahela kõigi lülide tööd, piisab, kui jälgida, et nõrk lüli ei oleks kunagi jõude.
Seda ideed saab kõige paremini mõista näite abil. Kujutagem ette, et meil on töötlustsehh ja sellel on kolm tootmissektsiooni - puurimise sektsioon, freesimise sektsioon ja lõikeosa. Selles töökojas valmistatakse elektrimootorite võlli. Võtame metallvarda, tükeldame, freesime, siis puurime tehnoloogia poolt nõutavad augud. Võlli valmistamise tootmisahel on näidatud alloleval joonisel:
Iga sektsiooni jõudlus on esitatud allolevas tabelis:
Mitu valmis elektrimootori võlli saame sellise tootmisahela töötunnis?
Mitte rohkem kui 30 tükki. Kuna jahvatussektsioon ei suuda rohkem töödelda, hoolimata sellest, kui palju teised sektsioonid toodavad - see on selle tootmisahela "pudelikael".
Ja selleks, et freesisektsioon töötaks maksimaalse tootlikkusega 30 toorikut tunnis, ei tohi see olla tühikäigul. Tema töö peab olema korralikult planeeritud ja tema ees peab alati olema töötlemiseks vajalike detailide varu.
Seetõttu nimetatakse seda planeerimisviisi sageli "trummel-puhver-köis". Trummi löök on tootmistööde planeerimise taktitunne. Tsükkel langeb kokku tootmise kitsaskoha töötsükliga (meie näites on selleks freesimise sektsioon). Puhver on kitsaskoha ees olevate detailide vajalik varu, mis on loodud tagamaks, et see ei seisaks kunagi jõude. Köis on juhtimismõjutus, mis “tõmbab” tööd ja materjalid mööda kogu tootmisahelat õigel ajal, et kitsaskoht jõude ei jääks.
Piirangute teooria esitab sageli järgmist kriitikat:
Pudelikaela tuvastamisel on probleeme.
Tööstustes, kus toodetakse suurt sortimenti ja tootmisplaanid muutuvad, võivad erinevatel aegadel kitsaskohaks olla erinevad seadmed.
Neid probleeme saab lahendada arvutustööriistade abil, mis tuvastavad dünaamiliselt tootmisahela kitsaskohad.
Üks neist automatiseerimistööriistadest on “1C:ERP Enterprise Management 2”.
Tootmise juhtimine ilma planeerimiseta
üldkirjeldus
Lugu 1C:ERP tootmise alamsüsteemi võimalustest algab tootmisjuhtimise kõige lihtsamast versioonist: raamatupidamisest ilma planeerimistööriistu kasutamata.
Planeerimisvahendid tähendavad tootmisgraafiku koostamise mehhanismi. Siin seda ei kasutata.
Selles režiimis töötab 1C:ERP oma eelkäija 1C:Manufacturing Enterprise Management "stiilis".
Planeerimisvahenditest saate keelduda järgmistel põhjustel:
Teil pole veel usaldusväärset teavet materjalitarbimise standardite kohta,
Teil puudub teave tööde tegemise aja ja seadmete kasutamise kohta,
Teil on puhtalt disainiorganisatsioon, kus iga projekt on ainulaadne materjalide, tööde jms komplekt.
Nimekirja kaks esimest põhjust on ajutine takistus. Nii või teisiti tuleks edasi liikuda ja hiljem kasutad suure tõenäosusega oma töös planeerimisvahendeid.
Projektipõhise organisatsiooni puhul ei pruugi tootmise planeerimise alamsüsteemi üldse kasutada - kui räägime projektidest, mis on koostiselt täiesti ainulaadsed. Kui projektides kasutatakse mingeid standardtooteid, millest seejärel monteeritakse kokku unikaalne disainlahendus, siis on standardtoodete tootmine hästi planeeritud, seda süsteemi võimalust on parem mitte tähelepanuta jätta.
Enne kui räägime vajalikest seadistustest ja dokumendivoost, tutvume ärijuhtumiga, mille põhjal kirjeldame selles jaotises programmi võimalusi.
Ettevõte Metal Structures LLC tegeleb standardsete metallkonstruktsioonide - tugede ja moodulite tootmisega.
Tugi on torujuhtme tugi, moodul on metallkarp, millesse saab seadmeid paigaldada. Kõik tööd toodete valmistamisel tehakse ühes töökojas - montaažikojas. Töös kasutatakse käeshoitavaid elektritööriistu, isevalmistatud seadmeid ja keevitusaparaate.
Tooted on valmistatud lehtmetallist, terasvarrastest ja nurkadest. Tootmises osalevad töötavad komplekteerijad ja töötavad keevitajad. Hetkel puuduvad selged standardid materjalide tarbimise ja toodete töö kohta.
Ettevõte viib läbi terviklikku automatiseerimisprojekti, mis põhineb 1C:ERP Enterprise Management 2-l. Projekti eesmärk on parandada ettevõtte juhitavust ja optimeerida kulusid. Projekti algfaasis on vaja valida tootmise juhtimismudel. Mudelinõuded on järgmised:
Võimalus koguda valmistatud toodete tootmiskulusid.
Võimalus saada täiendavat statistikat materjalide tarbimise kohta ja töötada tootmisstandardite väljatöötamiseks.
Tootmise planeerimise mehhanismide edasise kasutamise oskus.
Üldiselt peegeldab see näide üsna hästi Venemaal praegu eksisteerivate ettevõtete laia valikut. Need on metallkonstruktsioonide töökojad ja väikesed tehased, mööblitöökojad ja muud väiketööstused, kus on suur käsitsitöö osakaal.
Lisaks võib peaaegu iga ettevõte, isegi väga suur, sattuda olukorda, kus puuduvad kehtivad tootmisstandardid. Seetõttu on see näide automatiseerimise algetapina paljudele kasulik.
Juhtimismudel
Ettepanekud raamatupidamise korraldamiseks on järgmised:
Kasutatud 1C:ERP tootmisjuhtimismehhanismide versioon on 2.2.
Tootmise juhtimise metoodika - "Ilma tootmisgraafikut planeerimata."
Tootmistellimuste dokumente kasutatakse tootmistellimuste käsitsi koostamiseks.
Programmi on lisatud ettevõtte struktuur, täidetud on osakondade kataloog, olemas on dispetšeridivisjon (see on ka tootmisdivisjon) “Koontetsehh”.
Täidetud on nomenklatuuri teatmik, sisestatud kasutatud materjalid ja valmistooted.
Sisaldab kahte tüüpi töid: "Keevitamine", "Kompanemine". Keevitamise tariif on 500 rubla. tund, kokkupanekuks - 200 rubla. tund.
Programm töötab järgmiselt:
Müügiosakonna juht, kui tal on vaja klientide vajadusi rahuldada, koostab dokumendi “Tootmistellimus”.
Dokumendis on toodud nimekiri toodetest (tugedest/moodulitest), mis tuleb kliendile toota.
Dokumendis on märgitud soovitud väljalaskekuupäev.
Dokument postitatakse olekus “Tootmiseks”.
Dokumendid lähevad tootmisjuhi töökohta (töötlemine “Tootmise tellimuste järjekorra haldamine”), kus vastutav töötaja moodustab tootmise etapid - ülesanded, mida täidavad töötajate meeskonnad.
Järgmise tootmisetapi (tootmisülesande) loomisel märgitakse toodetud toodete arv, vajalike materjalide loetelu ja töömaht. Dokumendist “Tootmisetapp” saate vajalikud materjalid koheselt lattu broneerida või tellida.
Dokument “Tootmisetapp” antakse täitmiseks ja viiakse meeskonnajuhtide töökohale. Lisaks nimetame seda dokumenti lihtsuse huvides "tootmisülesandeks".
Meeskonnajuhid võtavad tööülesandeid vastu.
Tootmisvajadusest lähtuvalt viiakse materjalid laost üle.
Tööprotsessi käigus kantakse valmisolekul tooted lattu, selle kohta sisestatakse info programmi.
Vajadusel koostab programm tootmisdokumendid töötajatele töötasude arvutamiseks – jooksvate tootmisülesannete alusel.
Praagi vabanemine ja täiendav materjalide vajadus kajastub tootmisülesandes endas.
Pärast ülesandega töö lõpetamist märgitakse dokument lõpetatuks.
Kõikide tootmisülesannete täitmisel märgitakse ka tootmistellimus täidetuks. Spetsiaalsed tööjaamad pakuvad asjakohaste vahendite olukorra visualiseerimiseks, mis aitavad kiiresti muuta dokumentide staatust ja luua vajalikke alluvaid dokumente.
Skeem on üsna lihtne ja arusaadav, see vastab esialgsetele nõuetele materiaalsete ja tööjõuressursside terviklikuks arvestuseks tootmises.
Kavandatud raamatupidamisskeemi eelised:
Mugavad tootmisarvestuse tööriistad, mis kogutakse automatiseeritud tööjaamadesse.
Tootmisvajaduste sidumine laost materjalide üleviimisega. Teostatud tootmisülesannetega määratakse materjalide laost väljatoomise limiit. Kui tootmistöötajal on vaja hankida lisamaterjale, peab ta muutma esialgset nõuet, mis kajastub programmis ning on edasiseks analüüsiks ja menetlemiseks kättesaadav.
Tootmises võimalus koheselt tükitööle üle minna. Kõik tööd tehakse tootmisülesannete raames, töötasu arvestatakse kindlaksmääratud töömahtude alusel.
Lisaks võimaldab skeem saada vajalikku statistikat tulevaste tootmisstandardite arvutamiseks ja tagab seeläbi ülemineku programmis planeerimismehhanismide kasutamisele.
1C:ERP Enterprise Management 2 programmiga töötamise demonstratsioon vastavalt antud raamatupidamisskeemile on näidatud videoloengul kursuse täisversioonist, mis on saadaval pärast registreerumist lingil: .
Korduma kippuvad küsimused lugejatelt
Miks on programmis kaks dokumenti “Tootmise tellimus” ja “Tootmise etapp”, sest tegelikult on mõlema ülesandeks toota teatud kogus tooteid?
Tootmistellimus sisaldab teatud hulka tööd, mis tuleb lõpetada (toota tooteid). Tellimustöö etapid (mida millises töökojas tehakse, mis tüüpi töökeskustes) on toodud “Tootmisetapi” dokumentides.
Sarnane vajadus võib tekkida ka siis, kui tellimust on vaja toota eraldi partiidena, samuti on need partiid mugavalt tootmisetappide kaupa grupeeritud.
Nendel tootmisetappidel, mis on pooleli, on vaja üle kanda pool metallilehte, kuid ladu ei saa poolt "ära lõigata" ja annab kogu lehe ära. Kuidas seda programmis vormistada?
Materjalide laost üleviimisel viige pool lehte vastavalt tellimusele ("tootmisjärgu" dokumendi alusel), pool töökoja laoruumi. Järgmine kord, kui seda materjali tootmises vaja läheb, saab selle sahvri ülejäägist kätte.
Oleme harjunud töötama igapäevaste vahetusülesannetega, kuidas seda dokumenti programmis vormistada?
“Tootmisetapi” dokumentide abil valige vajalik dokumentide loend ja printige need välja. Kõige mugavam on seda teha tööalal „Dispetšeerimisetapid”.
Kordagi ei mainitud tootmisspetsifikatsiooni ega mõnda muud dokumenti, mis seab standardid materjalide tarbimise jms kohta. See sobib?
Selge on see, et ilma standarditeta töötamine pole kuigi hea: tootmisvajadusi on raske planeerida ja kuritarvitustega on raske võidelda. Aga kuskilt tuleb alustada. Mõnikord võib standardite väljatöötamise etapp võtta kaua aega, mis tekitab probleeme kogu ettevõtte automatiseerimisprojektis. Sel juhul võite alustada tööd sel viisil - märkides vajalikud materjalid ja töötades dokumendis "Tootmisetapp" endas hetkel, kui see on vajalik. Aja jooksul saate sellest praktikast kergesti loobuda.
Programmi üsna lihtsate seadistuste ja selge dokumendivoo abil seame raamatupidamises asjad korda ja oleme juba täitnud mõned MRP standardi nõuded. Kuigi siin räägitakse, et meil veel planeerimismehhanisme ei kasutata, siis tootmistellimused ise ja nende tootmisetapid loovad planeeritud nõuded materjalidele, mida saab hanke allsüsteemis kasutada - hangete planeerimiseks.
Ja tootmistellimusi saab ise luua mitte niisama - käsitsi, vaid tootmisplaani vajadustest lähtuvalt ("tõuke" planeerimismeetodi jaoks) või vajaduse korral "tõmbe" meetodi jaoks standardvarude täiendamiseks.
Kuidas seadistada programmi 1C:ERP Enterprise Management 2 nii, et need mehhanismid töötaksid, arutatakse järgmises peatükis.
Selle haldusmudeli ligikaudne dokumendivooskeem on näidatud alloleval joonisel:
Tootmistellimuste loomise meetodid
Ülaltoodud näites koostas tootmistellimuse müügiosakonna juhataja. See on vastuvõetav viis programmiga 1C:ERP Enterprise Management 2 töötamiseks, kuid mitte kõige õigem ja mugavam.
Milliseid muid võimalusi võib programmis tootmisdokumentide loomiseks olla?
Juht saab koostada “Klienditellimuse” dokumendi ja selle alusel täita tootmistellimuse. Selline lähenemine on mugavam – sa ei pea sama infot programmi kaks korda sisestama.
Juhid saavad luua mitu klienditellimust ja seejärel genereerib tootmisjuht iseseisvalt lõpliku tootmistellimuse, mis vastab kõikidele esialgsete klienditellimuste vajadustele. Nii saate määrata töötajate vastutusvaldkonnad ja juurdepääsu. Samuti võimaldab selline lähenemine teha tööd lihtsamaks ning vastavalt sellele tehakse seda kiiremini ja kvaliteetsemalt – iga töötaja töötab oma tüüpi dokumentidega, mida ta hästi tunneb.
Videoloeng, mis demonstreerib programmimehhanismide kasutamist lõigetest 1-2, on kursuse täisversioonis, saadaval pärast registreerumist lingil: .
Ettevõtte kaubandusosakond saab perioodiks (kuuks) koostada müügiplaani, mille järgi koostatakse automaatselt tootmisplaan. Tootmisplaani alusel saab koostada tootmistellimusi. See dokumentide loomise võimalus on kõige lähedasem klassikalisele "tõuke" planeerimistehnikale.
Valmistoodete lao jaoks määratakse valmistoodete laonorm. Kui müügiprotsessi käigus jäävad tegelikud laojäägid alla normi, saab koostada tootmistellimuse laovarude täiendamiseks. See valik rakendab "tõmbe" planeerimise tehnikat.
Videoloeng, mis demonstreerib plaanide ja standardvarude kasutamist tootmistellimuste genereerimiseks, on kursuse täisversioonis saadaval pärast registreerumist lingil: .
Tootmistellimuste koostamine klientide tellimuste alusel on võimalik, kui räägime projektitegevustest. Siin on igal kliendi tellimusel unikaalsed vajadused, mida täidab eraldi tootmistellimus. Teine võimalus on riiklikud tellimused (kaitseettevõtted jne), siin võivad klientide tellimused sisaldada seeriatooteid, kuid seaduse nõuded on sellised, et on vaja jälgida konkreetse tellimusega seotud materjalivoogusid. Seda rakendatakse spetsiaalse mehhanismi abil klientide tellimuste "eraldi esitamiseks". Muudel juhtudel on parem kaaluda mugavamaid tootmisdokumentide liikumise meetodeid.
Tootmisplaani saab kasutada masstootmise ja keskmise pikkusega tootmistsüklitega (alates nädal või rohkem) ettevõtetele.
Tootmisplaanide alternatiiviks võib olla standardvarude kontrolliga valiku kasutamine. Toodete laoseisu käibe põhjal määrate kliendi vajaduste katmiseks vajalikud laovarud. Kui saldod on alla normi, siis tootmine täiendab neid.
Valiku teise ja kolmanda valiku vahel määravad järgmised parameetrid:
Valmistoodete säilivusaeg. Näiteks toiduainetööstuses üldiselt on kohaldatav ainult kolmas võimalus (säilitada standardvarud, mis on vajalikud jooksva tarnimise tagamiseks), välja arvatud harvaesineva erandiga toorsuitsutatud, kuivsoolatud vorstide, jamoni ja juustude tootmine. pikk valmimisaeg - parem on neid plaanide kohaselt toota. See on tingitud asjaolust, et nõudluse kõikumine tootmisperioodil võib põhjustada laovarude ületäitumist, mis toob kaasa kauba kahjustamise ja kahjumi. Siin on vaja dünaamilisemat tootmistellimuste genereerimise süsteemi, mis reageeriks kiiresti nõudlusele - dünaamilisuse määrab täpselt laostandard, mida reguleerib praegune nõudlus ise (üleliigsed laovarud hakkasid halvenema, ladustamisstandardid tõusid vähendatud).
Valmistoodete tootmisaeg - mida lühem see on, seda suurem on eelistus standardvarudega valikul. Kui tootmistsüklit mõõdetakse päevades, siis võib ladudes olla suhteliselt väikeseid kaubavarusid ja neid vajadusel kiiresti täiendada. See välistab valmistoodete ülevarumise probleemi.
Nõudluse suured kõikumised - kui nõudluse maht on tagatud kuuks või pikemaks perioodiks, saab tootmist korraldada plaanide järgi; kui kõikumised planeerimisperioodi sees on olulised, on parem järgida standardseid laovarusid nende tavapäraste kohandused olenevalt kaubakäibest.
Kõik kolm tootmistellimuste genereerimise võimalust on 1C:ERP-s väga hästi rakendatud. Nende tehnilises teostuses programmis ei ole ühe variandi eeliseid teiste ees, seega tuleb valiku tegemisel lähtuda ettevõtte tegelikest vajadustest.
Lihtne materjali- ja tootmisressursside planeerimine
Esialgsed märkused tootmise planeerimise kohta
Tootmise planeerimisel aetakse sageli segamini ja segamini kaks mõistet: materjalide, personali, seadmete töömahu ja tootmisvajaduste planeerimine ning tootmisgraafiku koostamine.
Selle vea vältimiseks tahaksin anda järgmise definitsiooni. Mahtudes planeerimine (tootmine/tarbimine) on, võib öelda, meie tipptasemel kavatsused, mida siis tõsiselt lihvitakse ja tehakse tootmisgraafik, millel on vahetule teostajale konkreetne ajaviite – mis hetkel see või teine. tootmissündmus peaks toimuma. Ja see hetk ei ole kindel periood, vaid sündmuse alguse täpne kohustuslik kuupäev (ja mõnikord ka täpne kellaaeg).
Tootmisgraafiku koostamine on töömahukas töö ning selle täitmine eeldab kõrget tootmisdistsipliini, mil võimalikele kõrvalekalletele tuleb kiiresti kontrolli alla saada ning vajadusel sama kiiresti alustada ka töögraafiku ümberarvutamise protsessi.
Tulenevalt asjaolust, et paljud ettevõtted püüavad koheselt liikuda programmis töögraafiku koostamisele, ilma korralikku organisatsioonilist korda kehtestamata, tekib sageli olukord, et tootmisgraafik on omamoodi seinal rippuv deklaratsioon "kõigi heade asjade eest". , mis on fantastiline ja pole täitmiseks vajalik, mis devalveerib nii tõsise kontrolli ideed. Sel juhul on parem kord taastada muude lihtsamate ja mugavamate vahenditega.
On veel üks tõsine probleem - programmi arvutatud tootmisgraafik võib tekitada kahtlusi töötajates, kes kogemuse põhjal näivad "teadvat, kuidas seda paremini teha". Need kahtlused arenevad rahulolematuseks ja konfliktideks, mis süvendab olukorda, võib minna isegi nii kaugele, et töö ebaõnnestumises püütakse süüdistada “valet” graafikut ning töö liigset reguleerimist ja bürokratiseerimist.
Siin on soovitused lihtsad – tootmistöötajad peaksid ise tahtma saada mugavat tööriista, mis võimaldab oma tööd õigesti planeerida. Parem on liikuda selle poole "evolutsiooniliselt", mitte "revolutsiooniliselt" – alustades tootmismahtude planeerimisest. Programmil 1C:ERP Enterprise Management 2 on selleks kõik vajalikud tööriistad.
Planeerimise alamsüsteemi kasutamine
Kujutagem ette, et meie näidisettevõttes - Metal Constructions LLC - oli ülesanne planeerida materjalide tootmisvajadusi (koostada hankeplaan), samuti tööjõuvajaduse kontrollimiseks tööhõive kontrollimiseks. Kuigi me ei vaja täpset tootmisgraafikut, vajame vaid üldist hinnangut selle kohta, mida on vaja osta ja kui palju töötajaid on vaja perioodiks planeeritud tootmismahtude tootmiseks.
Selle probleemi saab üsna lihtsalt lahendada, kui kasutate 1C:ERP planeerimise alamsüsteemi ja järgmist töövoogu:
Iga toodetud toodete artikli jaoks peame kindlaks määrama materjalide ja töö kavandatud tarbimise normi. Seda programmi 1C:ERP dokumenti nimetatakse ressursi spetsifikatsiooniks.
Peate koostama ja täitma tootmisplaani (programmi dokument "Tootmisplaan").
Tootmisvajaduste tuvastamiseks, analüüsimiseks ja rahuldamiseks peate kasutama muid planeerimismehhanisme ja programmiaruandeid.
Tootmisplaani alusel on võimalik täita hankeplaan (meie materjalivajadus). Hankeplaani alusel on võimalik koostada tarnijatele tellimusi.
Planeeritud tööjõuvajaduse aruanne näitab vajalikku töömahtu tundides. Võrreldes neid andmeid olemasoleva tööajaga, on võimalik kindlaks teha, kas on vaja lisatööjõudu või on töötajaid piisavalt või võib-olla on töötajaid sellise tootmisplaani jaoks isegi liiga palju.
See arvestusvõimalus on jätk ja lihtne edasiarendus varem näidatud arvestusskeemile. Siin peate lihtsalt täitma kõigi toodetud toodete kataloogi "Ressursi spetsifikatsioonid". Spetsifikatsioonide koostamise tööd võib oluliselt hõlbustada asjaolu, et meil on juba programmis info materjalide ja tootmises tehtava töö maksumuse kohta, mis on kättesaadav lõpetatud tootmisetappide statistikast (saate kasutada aruandeid “Tootmiskulud” ja “Kulu valmistatud toodetest”).
Mida see raamatupidamine annab:
Liigume täisväärtusliku tootmisjuhtimise poole, plaanid võimaldavad siduda tehtavad tööd ja vajalikud ressursid.
Kui meie ettevõte kasutab "tõuke" juhtimismetoodikat, saab tootmisplaani kasutada tootmispersonali motiveerimiseks - see on nende töö tulemuslikkuse KPI.
Kui hakkame edaspidi kasutama “tõmbamise” metoodikat, võimaldavad plaanid hinnata üldist vajadust “ülevalt” – kas meil on piisavalt ressursse klientide kiireks toodetega varustamiseks. See on kombineeritud lähenemine, kus tootmisplaan ei ole ranged nõuded, vaid tootmisvõimekuse hindamine.
Mis siin puudu on? Tootmisseadmeid me veel ei arvesta, isegi nende piisavuse seisukohalt. Tegemist ei ole programmi piiranguga, vaid algse näite piiranguga, kus eeldati, et meil ei ole tootmises töökeskusi (seadmeid) ja kõik tööd tehakse käsitööriistadega (keevitusmasinad, veskid jne). .) ja sellest piisab töötavale personalile. Kuid näidet saab laiendada, märkides ressursi spetsifikatsioonis töökeskused (seadmed) ja vajaliku tööaja. Pärast seda saate kasutada aruannet "Alalisvoolu tüüpide planeeritud nõudlus" ja saada sama hinnangu seadmete vajaduse kohta, mis varem saadi tootmispersonali jaoks.
Videoloeng, mis näitab, kuidas tootmisplaani abil määrata vajalikke tootmisressursse, on kursuse täisversioonis saadaval pärast registreerumist lingil:.
Tootmismaterjalide dünaamiline tarnimine
Enne tootmisgraafiku koostamise juurde asumist tahaksin määratleda veel ühe "evolutsioonilise" etapi raamatupidamise korraldamisel - materjalivoogude haldamine rakenduses 1C:ERP Enterprise Management 2.
Kujutame ette olukorda – meil on mitu tootmisetappi, tööks on vaja materjale. Samal ajal ostetakse materjale tootmiseks - esitatakse tellimusi tarnijatele, kaup saabub lattu, kaubad teisaldatakse teistest ladudest jne. Programmis on vaja need protsessid õigesti siduda, et tootmistöötajad saaksid kiiresti hinnata materjalivoogude pilti ja oma tööd õigesti jaotada (ikka käsitsi).
Selleks peab 1C:ERP arvestust mitte ainult tegelike sündmuste, vaid ka tulevaste sündmuste üle.
Dokumendis “Tootmisetapp” on tabeliosades teave planeeritud kuupäevade kohta, millal tuleb etapi valmimise tagamiseks teatud materjalid laost üle viia. Dokumendi postitamisel fikseeritakse planeeritud materjalide liikumine programmiregistris - ilmub materjalide laost väljumise plaan.
Dokument “Tellimine tarnijale” sisaldab omakorda teavet materjalide lattu saabumise kohta - saadakse materjalide lattu vastuvõtuplaan. Sama kehtib ka materjalide liikumise tellimuste kohta. Tootmisetapp ise moodustab lisaks materjalide väljasaatmise plaanile valmistatud toodete vastuvõtuplaani, mida saab kasutada teiste tootmisetappide ja klientide tellimuste pakkumiseks.
Kõiki neid planeeritud liikumisi kontrollib programm (näete neid “Kaubakalendri” aruandest). Lisaks on olemas mugav automatiseeritud tööjaam - nende liikumiste haldamiseks töötleb "Tarnetellimuse olekut" - tasakaalustab planeeritud vajadused kavandatud (ja tegeliku) tarnega. Juhtimine võib toimuda kas käsitsi või osaliselt või täielikult automaatselt. Programm näitab teile tarnelüngad (perioodid, mil on plaanitud mahakandmine, kuid laos pole piisavalt materjali ja seda pole oodata) ning pakub võimalusi nende kõrvaldamiseks (saadetise kuupäeva nihutamine, saadetise jagamine partiidena jne).
Kui soovite materjalivoogude haldamiseks asjatundlikult kasutada programmi 1C:ERP, on hädavajalik sellest töötlemisest aru saada ja seda oma töös kasutada.
Videoloeng, mis demonstreerib, kuidas töötada "Tellimuse tarneseisundi" töötlemisega, on kursuse täisversioonis, saadaval pärast registreerumist lingil: .
Tootmisgraafiku koostamine materjalide põhjal
Eeldame, et hetkel oleme praeguses tootmisarvestuses täielikult korra sisse viinud: info jooksvate tellimuste kohta sisestatakse kiiresti 1C:ERP-sse, materjalid viiakse tootmisse, vormistatakse valmistoodete väljastamine, tootmisvajadused seotakse ostudega. , tootmine suhtleb asjatundlikult müügiga . Nüüd saate alustada tootmisgraafiku koostamist.
Lihtsaim ajakava arvutamine alustamiseks on kasutada teavet saadaolevate varude ja praeguste ostude kohta, et teha kindlaks, millal kõik vajalikud materjalid on laos ja tootmisetapp saab lõpule viia.
See planeerimis- ja raamatupidamisskeem näeb välja järgmine:
Luuakse tootmistellimus ja tellimuse alusel moodustatakse tootmisetapid.
Tootmisetappide materiaalsest vajadusest lähtuvalt koostatakse kindel tarneplaan. Tarneplaan ei tähenda siinkohal mitte konkreetset programmi 1C:ERP Enterprise Management 2 objekti, vaid tegevuste kogumit - tarnijatele tellimuste loomine, materjalide liikumise tellimuste loomine, tootmise tarnetellimuste koostamine vajaliku tootmiseks. pooltooted/koostud.
Tellimuse tarneoleku töötluse abil saate määrata, millal saab esialgse tootmistellimuse tootmisetappe kindlustada (praegu või tulevaste laekumiste põhjal).
Tootmisgraafik arvutatakse. Programm analüüsib teavet selle kohta, millal saab lavade materjalide vajadused rahuldatud ning soovitab muuta lavatööde alguskuupäeva.
Kui kavandatud tööde tähtajad dispetšerit ei rahulda, saab ta materjale etappide vahel ümber jaotada (reservi eemaldada) ja ajakava ümber arvutada.
Päeval, mil materjalid laos on, saab programmiliideses kättesaadavaks info, et lava vajadused on täidetud ja selle saab kasutusele võtta.
Kavandatud raamatupidamismudeli eelised:
Teie toodang saab automaatselt täidetava töögraafiku (vajalikud materjalid on laos olemas – saate tööle asuda).
Sellise tootmisgraafiku arvutamise mehhanism on üsna lihtne ja arusaadav.
Graafiku arvutamiseks pole veel vaja teavet vajalike seadmete kohta, seega on selle kasutamine saadaval isegi ettevõtetele, kus tootmise regulatiivne ja viiteteave pole veel korda tehtud. Te ei pea isegi programmi sisestama ressursi spetsifikatsioone, vaid kasutage materjalivajaduse märkimiseks tootmisetappi - töögraafik arvutatakse selle teabe põhjal.
Puuduseks on vaid üks – me ei tea, kas tootmisseadmete tolleaegse võimaliku koormuse alusel on võimalik kohe laval tööd alustada, sest me ei plaani veel seadmeid kasutada. Osa vajalikku infot meil veel on, kuid sellest ei piisa, et tagada arvestusliku graafiku teostatavus.
Kui seda töö planeerimise meetodit saab kasutada:
Igas ettevõttes, mis käivitab tootmise allsüsteemi, niipea, kui töötajad on programmi võimalustega piisavalt kursis.
Ettevõtetes, kus tootmiseks kasutatakse käsitööriistu - metallkonstruktsioonide väiketootmine, mööblitootmine, koostetehased.
Peamine piirang sellise tootmisgraafiku kohaldamisel on kitsaskohtade olemasolu tööjõus või seadmetes. See tähendab, et kui tootmise ajal sõltub kõik ainult laos olevast vajalikust materjalist, siis võite seda võimalust ohutult kasutada kõigi aegade töögraafiku arvutamiseks ja see on täiesti piisav; keerukus ei too siin mingit tulemust ja tekitab ainult tarbetut. probleeme.
Materiaalsetel ressurssidel põhineva tootmise planeerimise võimalusele üleminek toimub lihtsalt konstantse "Tootmise juhtimise metoodika" väärtuse muutmisega planeerimise alamsüsteemi seadetes, selle väärtus peaks olema võrdne "Materiaalsetel ressurssidel põhinev planeerimine". Pärast seda on tootmisdispetšeri automatiseeritud tööjaamas olemas vastavad planeerimisvõimalused (töötlemine “Tellimuste järjekorra haldamine”, “Dispetšerietapid”). Tootmistellimused ja sel ajal juba pooleli olevad etapid nõuavad ajatamist, kuid see ei ole keeruline (töö ei erine uute tellimuste/etappide planeerimisest).
Seda tootmisjuhtimise meetodit tutvustav videoloeng on kursuse täisversioonis, saadaval pärast registreerumist lingil:.
Materjalidest ja seadmetest lähtuva tootmisgraafiku koostamine
Esialgsed märkmed ja seadistused
Tootmisgraafiku koostamine, mis õigesti planeeriks teie tootmise töökoormust, on teatud määral loominguline ja korralduslik küsimus. Iga ettevõtte jaoks eeldab see tootmisstruktuuri eeluuringut ja alles siis saame anda soovitusi, kuidas ja mida planeerida.
Sellega seoses ei paku see kursus probleemi lahendamiseks universaalset lähenemisviisi (põhimõtteliselt seda pole). Selle asemel kirjeldatakse mitmeid võimalikke lahendusi – erinevate tootmisvõimaluste jaoks.
Enne näidetega jätkamist peate programmi konfigureerima seda planeerimisvalikut kasutama - peate tootmisseadetes lülitama vastava konstanti ja valima väärtuse "Planeerimine materjali ja tootmisressursside järgi".
Nendele tootmisetappidele, mis on seni loodud, kehtib materiaalsetel piirangutel põhinev töögraafik. Üleminek uuele planeerimisstrateegiale suuri probleeme ei tekita - vanad tellimused täidetakse vanal viisil, uued tellimused uutmoodi. Mõned vead uute tellimuste planeerimisel algperioodil tulenevad sellest, et nende planeerimisel ei võeta arvesse olemasolevat koormust. Need vead peatuvad kohe pärast kõigi vanade tellimuste täitmist.
1C:ERP tootmise alamsüsteemi terminoloogia
1C:ERP-s tootvat ressurssi nimetatakse töökeskuseks. Töökeskus võib viidata nii tootmisseadmetele kui ka töötajatele.
Identsed töökeskused ühendatakse töökeskuse tüüpideks. Tööde planeerimist saab teha nii vaatele tervikuna kui ka igale töökeskusele eraldi.
Töökeskuste tööde planeerimine toimub planeerimisintervallide abil. Minimaalne saadaolev ajakava intervall programmis on üks tund. Planeerimisintervall määrab töötulemuste ühest töökeskusest teise ülekandmise sageduse.
Teave selle kohta, kui kaua konkreetne töökeskus toodete valmistamisel töötab, on näidatud ressursi spetsifikatsioonis. Seda teavet saab sisestada või muuta ka "Tootmisetapi" dokumenti. Sel juhul ei näidata konkreetset töökeskust, vaid selle tüüpi.
Ressursi spetsifikatsioonis märgitud töökeskuse tööaeg sisaldab kogu tööde mahtu, sealhulgas töökeskuse tööks ettevalmistamise aega, tööd ennast jne.
Kui detaili tootmisprotsessi käigus tehakse ühes töökeskuses mitu toimingut ja teil on vaja neid toiminguid otse juhtida, siis kasutatakse MES “1C:ERP” tööriistakomplekti koos vastavate seadistuste, teatmeteoste ja automatiseeritud tööjaamadega. Lisateavet nende programmimehhanismide kohta kirjutatakse selle juhendi vastavas jaotises.
Lihtsa tootmise korraldamine
Üldtööliste töö planeerimine
Meie esialgse näite tingimuste kohaselt on meie ettevõtte peamine tootmisressurss töötajad. Oma töös kasutavad nad käsitööriistu, millest piisab ja kui puudu jääb, ostetakse kiiresti juurde. Oletame, et meil on 100 töötajat.
Kuidas sellises olukorras oma tööd õigesti planeerida?
“Koontetöökoja” jaoks märgime planeerimisintervalli “Päev”. Selle sagedusega genereeritakse töökojas tootmisülesanded.
Seda tüüpi töökeskuse puhul anname märku, et osaletakse tootmisgraafiku koostamisel, kuid iga töökeskuse tööd eraldi ei planeerita.
Töökeskuse tüübi puhul märgime, et see sisaldab 100 töökeskust (meil on 100 töötajat), töökeskusi endid me programmi ei kaasa.
Töökoja toodete ressursside spetsifikatsioonides lisame tootmisetapi ja märgime selles ära meie töökeskuse tüübi ja kui palju töötunde kokku kulub nende toodete valmistamiseks selles töökeskuses.
Määrame oma töökeskuse vaba tööaja: korrutage töötajate arv nende töö kestusega päevas, meie puhul 100 töötajat * 8 tundi = 800 töötundi päevas.
Tööd planeerime koostades tootmisgraafiku.
Diagrammi selgitused:
Meie ettevõtte tootmisressurss on 100 töötajat, kes suudavad teostada metallkonstruktsioonide montaažitöid. Töötamise planeerimise seisukohalt ei huvita meid iga töötaja tegevus (eeldusel, et need on täielikult asendatavad). Seetõttu piisab, kui planeerime kõigi töötajate hõivet ühiselt ja see kogu vaba aeg saab olema piiravaks teguriks, mida tuleb arvestada, kui otsustame, millal millise tootmisetapi saab kasutusele võtta.
Selle tootmisjuhtimisskeemi rakendamise üksikasjad on toodud kursuse täisversiooni videoloengus, mis on saadaval pärast registreerumist lingil:.
Videos peaksite pöörama tähelepanu alternatiivsete töökeskuste kasutamise mehhanismile.
Kavandataval skeemil on piirangud ja eripärad, mida tuleb selle rakendamisel arvesse võtta:
Kui teie tootmispersonal ei ole täielikult vahetatav, tuleb see jagada eraldi tüüpi töökeskusteks - vastavalt vahetatavusele.
Kui ühe tooteühiku tootmisel töötab korraga mitu töötajat, tuleb seda ressursi spetsifikatsioonis vajaliku töökeskuse tööaja määramisel korralikult arvesse võtta.
Tootmise alakasutamise korral lõpetatakse etapid varem, kui on märgitud programmi poolt arvutatud tootmisgraafikus. See võib nõuda ajakava regulaarset ümberarvutamist (mitte rohkem kui üks kord planeerimisintervalli kohta).
Kohaldatavus:
Skeem on rakendatav igale ettevõttele, kus inimesed on piiravaks tootmisressursiks. Täitva tootmisgraafiku saamiseks piisab, kui võtta arvesse ainult nende tööhõivet ja materjalide saadavust.
Mitu tootmisetappi ühes töökojas
Oletame, et ülalkirjeldatud ettevõte otsustas soetada poolautomaatse keevitusliini, et tootmist kiirendada ja osa töötajatest vähendada.
Montaažitsehhi tootmisetapid on järgmised:
Materjali hankimine - töölised lõikavad metalli tootekomponentide jaoks.
Komponentide keevitamine – komponentide tootmiseks tehakse keevitustöid.
Valmistoodete komplekteerimine - müüdud tooted komplekteeritakse ühikutest.
Varem teostasid kõiki neid etappe töökoja töötajad, nüüd tehakse keevitamisetapp poolautomaatsel keevitusliinil.
Töö ajagraafik enne ja pärast uue seadme ostmist ühe valmistoote eseme jaoks on järgmine:
Selle tootmisvaliku jaoks pakume järgmist juhtimisskeemi:
Lisame uut tüüpi töökeskuse “Keevitusliinid” ja töökeskuse enda “Keevitusliin”. Määrame selle jaoks saadaoleva tööaja.
Loome olemasolevatest ressursside spetsifikatsioonidest uued versioonid, mis ei sisalda nüüd mitte ühte tootmisetappi, vaid kolme. Esimeses ja viimases etapis kasutatakse nagu varemgi töökodasid ning teises keevitusliini. Näitame etappide jada.
Kõigi materjalide ja tööjõukulude puhul märgime spetsifikatsioonides, milliseks etapiks need on mõeldud. Salvestame ja kasutame uusi spetsifikatsioone.
Uute tellimuste puhul valime spetsifikatsiooni uued versioonid.
Planeerime tööd.
Kuna töökodade personal väheneb, on vaja vähendada “Koontetsehhi töötajate” tüüpi töökeskuste arvu ning muuta ka saadaolevat tööaega. Pärast seda on vaja tootmisgraafik ümber arvutada.
Diagrammi selgitused:
Skeem pole palju keerulisem kui algne ühe töökeskusega versioon. Oluliseks erinevuseks on see, et nüüd ei looda tellimisel mitte ühte tootmisetappi, vaid kolm - vastavalt ressursi spetsifikatsiooni etappidele.
1C:ERP tootmisjuhtimise alamsüsteemi sellise konfiguratsiooni demonstratsioon on esitatud kursuse täisversiooni videoloengul, mis on saadaval pärast registreerumist lingil:.
Sellel seadete valikul on üks soovituslik funktsioon, mis võimaldab teil mõista, kuidas programmi planeerimise mehhanismid on üles ehitatud ja kuidas neid saab optimeerida vastavalt teie vajadustele.
Oletame, et peame välja laskma mitte ühe toote, vaid kümme. Kui vaatame Gantti diagrammi lõppenud tootmisetappide kohta, näeme järgmist:
Mida see tähendab:
Esiteks valmistavad montaažitsehhi töötajad ette materjalid kõigi kümne toote jaoks.
Seejärel keevitatakse kõigi komplektide jaoks kõik komponendid.
Seejärel kogutakse sõlmedest tooted ka “hulgi”.
Ja siin on paljudel tootmistöötajatel õiglane kaebus: aga see meile ei meeldi. Kuidas tagada, et töö toimuks partiidena? See võimaldab teil tellimuse kallal tööd alustada, kui kõiki materjale pole veel laos.
Selleks on ressursi spetsifikatsioonil vastav parameeter “Optimaalne käivituspartii”. Vaikimisi on see võrdne nulliga, mis tähendab, et kogu materjalide maht, mis on vajalik kõigi tellitud toodete valmistamiseks, liigub üheaegselt läbi tootmisetappide. Kui te ei ole selle lähenemisviisiga rahul, peate määrama mis tahes parameetri väärtuse, mis ei ole null ja programm jagab tellimuse partiideks, millesse toodang laaditakse.
Näitena esitame Gantti diagrammi, kui meie optimaalne käivituspartii on 2 tükki.
Mis on muutunud: Töötajad on osa materjalikomplekte ette valmistanud ja viinud need keevitussõlmede staadiumisse, keevitustööde ajal valmistatakse ette järgmised komplektid. Üksused jõuavad komplekteerimisfaasi ka partiidena. Eraldi toimub ka osapoolte varustamine materjalidega.
Selle kontrolliskeemi rakendatavus:
See seadistusvalik on rakendatav igat tüüpi lihttootmise puhul – tööetappe kombineerides ja käivituspartiid valides saate saavutada vajaliku töö detailsuse ja tootmisrütmi.
Skeemi rakendatavuse piiranguks on määratud planeerimisintervall. Minimaalne intervalli väärtus 1C:ERP programmis on üks tund. See tähendab, et tööd kantakse lavalt lavale mitte rohkem kui üks kord tunnis. Milleni see võib viia:
Kujutagem ette, et meil on väike reklaamtoodete (siltide) tootmine, kus on ainult kolm tööetappi - aluse lõikamine (plastik), pildi kleepimine (print kile), lamineerimine.
Töö ajagraafik on järgmine:
Olles alustanud tööd kell 12-00, saame valmis sildi kätte kell 12-40.
Nüüd koostame tootmisgraafiku - programm jaotab ajakava etapid mitme tunni jooksul:
See tähendab, et vastavalt graafikule saame oma sildi kätte mitte varem kui 14-05 (lamineerimine võtab aega 5 minutit). Peaaegu poolteist tundi hiljem, kui töö tegelikult lõpeb.
Väga väikeste, lühikeste tööetappidega lavastuste puhul on see võimalik. Suuremate ettevõtete jaoks - ebatõenäoline.
Lisaks peaksite mõistma, et tellimusi ei tehta ühe toote kaupa, alati on käivitamise partii. Arvutame oma tööaja kolme märgi järgi:
Juba kolmel tootel oli ajagraafiku ja tegeliku vaheline viivitus alla 15 minuti. Selgub, et isegi väike toodang saab õige töögraafiku pärast süsteemi õiget seadistamist, ilma konfiguratsiooni muutmata.
Veel üks märkus: kõik loodud tootmisetapid on koheselt vaatamiseks ja kasutuselevõtuks saadaval. Seega, kui tootmine lõpetab töö tegelikult plaanitust kiiremini, saavad töötajad järgmiste sammude kallale asuda varem.
Sellel planeerimisskeemil (kus on intervall, mille mitmekordne töö on planeeritud) on ka teatud boonused, paljud unustavad need ära. Kujutagem ette, et meil on pooleli kolm tellimust, nad on valinud igast tootmisetapist 70% vabast tööajast ühte planeerimisintervalli. See tähendab, et 30% ajast jääb lava töö tulemus enne teise etappi üleviimist. See tundub halb, kuid:
See tagab tellimuste õigeaegse täitmise. Meil on mitteametlik puhver 30% ajast mis tahes vääramatu jõu puhuks. Kujutagem ette, et meil pole sellist puhvrit ja graafik ehitataks "ühine kokku": klient tellis transpordi, tuli toodetele järgi, seadmed läksid katki, oleme sunnitud seisaku eest maksma. masinast. Parem oleks, kui võtaksime tööga kauem aega, kuid lõpetaksime selle õigeaegselt.
See võimaldab kiiresti täita ootamatuid tellimusi. Meil on igas planeerimisintervallis 30% vabast ajast, mida saame kasutada olemasolevaid tellimusi ümber ajamata.
Süsteemi seadistamisel ei tohiks segi ajada tootmisetappi etapis tehtavate toimingutega. Kui kasutate keerulisi seadmeid - näiteks automatiseeritud koosteliini, mis nõuab eellaadimist, konfigureerimist ja pärast töö lõpetamist tuleb see maha laadida ja võib-olla kuidagi hooldada, siis ei tohiks neid toiminguid jagada eraldi etappideks. See on üks tootmisetapp, kuid kui teil on selles etapis vaja hallata üksikuid toiminguid, peaksite kasutama 1C:ERP MES-mehhanisme. See lähenemine lihtsustab ka planeerimisintervalli valikut - liin tervikuna töötab pikka aega ja minuti täpsust pole siin vaja.
Tootmise allsüsteemi erisätted
Enne kui minna näidete juurde suurtest tootmishoonetest, mis sisaldavad mitut töökoda, on vaja kirjeldada spetsiaalseid programmiseadeid, mis võivad teie töös kasulikud olla.
Teave esitatakse KKK kujul - praktiline küsimus ja näide selle rakendamisest 1C:ERP-s.
Me ei taha tellimust kohe pärast loomist tootmisse panna. Peame tooted välja laskma võimalikult lähedal nõudluse kuupäevale. See väldib kaupade kahjustamist ladustamise ajal ja ladude ületäitumist. Kuidas seda programmis konfigureerida?
Dokumendis "Tootmistellimus" on parameeter "Väljaandmise paigutus". Vaikimisi täidetakse see väärtusega "Tagasi üles". See tähendab, et tööd tellimustega planeeritakse võimalikult varakult. Muutke seadeks "Lõpetamise poole" ja programm asetab tootmise verstapostid soovitud väljalaskekuupäevale võimalikult lähedale.
Samamoodi on toote ressursi spetsifikatsioonis vahekaardil „Tootmisprotsess” parameeter „Piiratud periood väljundtoodete jälgimiseks”. Siin saab määrata ajapiirangu, mille jooksul saab spetsifikatsiooni kohane tootmistulemus olla tootmisosakonnas. Sellest perioodist lähtuvalt optimeerib programm tootmisgraafikut.
Oleme keemiatootmisettevõte, meie ettevõtte põhiliseks tootmisressursiks on automatiseeritud segamisliin, mille tegevust soovime planeerida. Kuid on omapära - enne kui liin tööle hakkab, kulub selle materjalidega laadimiseks ja väljastamiseks seadistamiseks 2 tundi ning pärast töö lõpetamist kulub valmissegude mahalaadimiseks 1 tund ja pesemiseks 1 tund. liini konteinerid. Meid ei huvita veel tegevuste kontroll, vaid liini enda ajakava. Kuidas programmi seadistada?
Seadeid on kaks:
Käivitus- ja seiskamistoimingud saate lisada seadme enda tööaega.
Ressursi spetsifikatsioonis saate määrata esialgse ja lõpliku puhvri - eelpuhver on töö liini käivitamiseks, lõplik puhver on mahalaadimine ja pesemine. Puhvri väärtus määratakse ajastamisintervalli kordseks.
Teie puhul peate määrama ajastamisintervalli, mis võrdub tunniga, ja seejärel kasutama üht seadete suvanditest.
Meie ettevõte tegeleb plastikust lauanõude tootmisega. Materjalide graanulid laaditakse vormi, vorm kuumutatakse ja soovitud toode tembeldatakse. Ühest vormist saab korraga mitu taldrikut või klaasi. Kuidas töökeskuse vaadet selliste tootmisfunktsioonide jaoks õigesti konfigureerida?
Selliseid seadmeid nimetatakse paralleellaadimisseadmeteks (ühe toiminguga toodame mitu osa korraga). Töökeskuse vaate seadetes peate märkima, et seadmete jaoks on lubatud sünkroonne paralleellaadimine. Töökeskuse enda jaoks märkige samaaegselt toodetud toodete arv (mitu plaati vorm üheaegselt tembeldab).
Meie ettevõte kasutab ahjusid, milles teostatakse detailide karastamine (näiteks lõikurid). Ahi suudab korraga töödelda 200 detaili, kuid optimaalse tootmiskoormuse seisukohalt on meil mugavam töötada 30-osaliste käivituspartiidega. Samuti saab erinevaid lõiketerasid erinevateks aegadeks karastada ning need võivad olla ahjus korraga. Kuidas programmi õigesti konfigureerida?
Töökeskuse tüübi „Kamberahjud“ puhul peate märkima, et osade asünkroonne laadimine on lubatud, ja töökeskuses sellest vaatest märkima maksimaalne osade arv, mida saab korraga ahju panna.
Meil on kolm koosteliini, need on funktsionaalsuselt täiesti vahetatavad, kuid töötavad erineva tootlikkusega: üks liin töötleb 100 komplekti tunnis, teine - 70, kolmas - 50. Kas on vaja luua kolme erinevat tüüpi töökeskust ja planeerida need eraldi (see on ebamugav ) või on võimalik programmi kuidagi lihtsamalt seadistada?
See võiks olla lihtsam. Loote ühte tüüpi töökeskuse “Koonteliinid”; see sisaldab kolme töökeskust (teie kolm koosteliini). Märkige iga konveieri jaoks tootlikkuse koefitsient (kataloogikaardil "Töökeskused" väli "Tööaja koefitsient"). Koefitsiendid on järgmised: esimesele reale – 1, teisele – 0,7, kolmandale – 0,5. Pärast seda arvutab programm iseseisvalt õige töögraafiku.
Tootmisel kasutame CNC-pinke. On vanu ja uusi mudeleid. Uus mudel erineb vanast mudelist selle poolest, et sellel on saadaval lisafunktsioonide komplekt. Soovime, et neile tehtaks need tooted, mida saab teha vanadel masinatel, aga kui neist ei piisa kõigi praeguste tellimuste täitmiseks, siis oleks plaanis ka töö uute seadmetega. Aga kui vanu masinaid on piisavalt, siis ärge kasutage uusi masinaid (nende ülalpidamine on väga kallis). Kuidas seda programmis konfigureerida?
Hankige kahte tüüpi töökeskusi (vanad ja uued CNC-masinad). Ja kasutage ressursi BOM-is alternatiivseid töökeskusi. Peamise töökeskusena on teil töökeskuse vaade "Vanad CNC-masinad", selle jaoks määrake alternatiivne töökeskuse vaade "Uued CNC-masinad". Arvutamisel võtab programm arvesse seadmete väljavahetamise võimalust, kuid kasutab seda ainult siis, kui peamistest töövõimsustest ei piisa.
Meie ettevõte kasutab kalleid metallitöötlemispinke. Nendes töötavad kõrgelt kvalifitseeritud spetsialistid, kelle arv on piiratud. Kuidas sellist tootmist õigesti planeerida?
Kui kitsaskohaks on seadmed (seda pole piisavalt), siis tuleb vaid planeerida seadmete töö. Kui inimesed, siis inimesed. Samuti saate tootmisetapi jaoks määrata kahte tüüpi kasutatavaid töökeskusi - seadmed ja inimesed. Kuid see võib olla üleliigne ja ainult aeglustab tootmisgraafiku arvutamist.
Komplekstootmine, mis hõlmab mitut töökoda
Ligikaudne juhtimisskeem
Kujutagem ette, et meie esialgne ettevõte on kasvanud ja tootmine toimub nüüd mitmes töökojas:
Hanketsehh – materjalide hankimine ja eeltöötlemine metallilõikepinkide ja -presside abil.
Keevitustöökoda – sõlmede keevitamine vastuvõetud toorikutest keevitusliinidel.
Värvimistöökoda – komponentide värvimine, kasutatakse värvimis- ja kuivatuskambreid.
Montaažitöökoda - valmistoodete käsitsi kokkupanek komponentidest, kasutades käsitööriistu.
Meie ettevõtte tootmisstruktuur on järgmine:
Kuidas see muudab meie 1C:ERP programmi sätteid? Tegelikult ainult kvantitatiivselt – meil on nüüd mitu tootmisüksust.
Pakume järgmist tootmisjuhtimisskeemi:
Seadistame programmi sisse kõik vajalikud töötoad (divisjonid loome kataloogi “Ettevõtete struktuur”).
Käivitame ja seadistame kõik vajalikud seadmed (sisestame töökeskuste tüübid ja töökeskused ise).
Loome või muudame ressursside spetsifikatsioone, et need sobiksid meie tootmisvõimsuse struktuuriga.
Planeerime oma tootmistellimusi.
Konkreetset näidet programmi seadistustest siin ei tooda, see sisaldub videoloengul kursuse täisversioonist, mis on saadaval pärast registreerumist lingil: .
Siinsed tootmisseaded ei sisalda "eksklusiivset" teavet.
Aga ma tahaksin peatuda ühel olulisel korralduslikul punktil – kuidas korraldatakse tootmise dokumendivoog. Kas vajame tootmistellimusi igale tsehhile eraldi või kasutame ühte läbi tellimuse ja tootmistellimuste väljastamine töökodadele toimub selle alluvate tootmisetappide kaupa.
Kõik sõltub sellest, millist lähenemisviisi planeerimisel kasutame - "tõuge" või "tõmba".
Kui enne järgmise kuu algust on vaja koostada iga töökoja jaoks personaalne tootmisplaan ja seejärel nende plaanide kohaselt tooted toota, siis tuleb tootmistellimused koostada igale töökojale eraldi. Ressursi spetsifikatsioonid tuleks jagada ka töökodade kaupa.
Kui teil on vaja tooteid vastavalt vajadusele valmistada, saate luua ühe tellimuse tootmisahela viimasele töökojale ja koostada mitmeetapilise ressursi spetsifikatsiooni, mis näitab, milliseid etappe millistes töökodades tehakse.
Kuigi siin saate töötubade kontekstis kasutada "mitme tellimuse" skeemi. Erinevus tõukevalikust on see, et tootmiseks genereeritakse tellimusi vastavalt vajadusele - oli vaja varustada keevitustsehh materjalidega, hanketsehhi jaoks tehti tellimus.
Kui tootmine toimub erinevates töökodades, tekib sageli mitu "püsivat" küsimust. Peamiselt on need seotud ühe töökoja töö tulemuste teise ülekandmise küsimustega. Püüame neile vastata siin:
Meie ettevõttes asuvad töökojad üksteisest kaugel ja kohaletoimetamine võtab üsna kaua aega (umbes üks tööpäev), kuidas sellist tootmist planeerida?
Tõmbehaldusmeetodi jaoks looge spetsifikatsioonis etapp "Tarne", määrake selle jaoks töökeskuse tüüp "Kohaletoimetamine töökojast 1 töökotta 2". Määrake selle tarneaeg. Saate planeerida seda tüüpi töökeskuse tööd (kui teil on piiratud transport), võite lihtsalt arvestada selle aja arvutamisega, millal töö 1. töökojast töökotta 2 viiakse. Programm suudab mõlemat võimalust õigesti töödelda. Samuti soovitame transpordivõimaluste jaoks valida õiged käivituspartiid.
"Tõuke" meetodi jaoks seadistage õigesti töökodade tarneskeem. Märkige sinna vajalik standardaeg toodete vastuvõtmiseks töökojast 1 töökotta 2. Seda aega kasutatakse töökoja tellimuste planeerimisel.
Tooted valmistatakse meie ruumides eritellimusel, seejärel tarnitakse need kliendile ja paigaldatakse meie paigaldusmeeskondade poolt. Iga kord, kui tarneaeg on erinev (kliendid on erinevates piirkondades), võib vastavalt vajadusele muutuda ka meeskonna koosseis. Kas saame tööde planeerimiseks kasutada programmi 1C:ERP?
Saab. Tõsi, planeerimisskeem osutub üsna keeruliseks, kuna esialgsed nõuded on keerulised (palju ebakindlust):
Sisestage kohalikud tootmisrajatised programmi nagu tavaliselt.
Meeskondade jaoks luua eraldi tüüpi töökeskused vastavalt meeskondade arvule. Iga meeskonna kohta märkige töökeskuste arvuna keskmine töötajate arv. Ärge käivitage töötajaid endid eraldi töökeskustena.
Kasutage tõmbamise juhtimistehnikat. Koostage tellimus tootmiseks "lõpust" (toodete paigaldamine kliendi juurde), sellise tellimuse jaoks koostage sobivad ressursi spetsifikatsioonid, sealhulgas tootmisetapid ettevõtte territooriumil, tarneetapp (märkige keskmine tarneaeg vastavalt statistika) ja installietapid.
Loo tellimusele tootmisetapid, reguleeri tarneetapi kestust käsitsi (kui kaua selle konkreetse tellimuse tarne aega võtab).
Koostage tootmisgraafik ja mudel piiramatu tootmisressursiga.
Vaadake mudelit, et näha, kui palju inimesi peate installietapis vajaliku tootlikkuse saavutamiseks meeskonda määrama.
Määrake meeskonda inimesi.
Pärast määramist muutke käsitsi töökeskuse vaate saadavust (vastav meeskond).
Arvutage oma tootmisgraafik ümber.
Skeemi saab oluliselt lihtsustada, kui kinnitada meeskondade stabiilne koosseis. Siis nende tootlikkus ei muutu ja piisab ainult tarneetapi kestuse muutmisest.
Komponentide, osade, pooltoodete tootmine
Kui teil on väike tootmine, siis ei pea te toodete valmistamisel arvestama töö vahetulemustega (pooltooted, komplektid, osad). Mõnel juhul pole see üldse võimalik, näiteks kui tegemist on protsessitootmisega, kus toimub pidev tooraine muundamine valmistoodeteks (nafta rafineerimine).
Kuid suurlavastuste või lavastuste puhul, mille vahetulemustel on oluline rahaline väärtus, on selline arvestus vajalik.
Programmis 1C:ERP saab seda probleemi lahendada kahel viisil:
Vaheväljalaske tulemusi saate näidata valmistoodete ressursside spetsifikatsioonides.
Pooltooteid on võimalik toota eraldi tellimuste kaupa eraldi spetsifikatsioonidega nende valmistamiseks.
Esimene meetod on "ideoloogiliselt" lähedane tootmisjuhtimise "tõmbemeetodile" - seal on lõpptoode ja on vaheetapid ja nende tulemused - kõik see on seotud ühe ressursi spetsifikatsiooniga.
Teine meetod sobib paremini "tõuke" juhtimise variandiks: iga töökoda toodab oma tooteid vastavalt plaanile, igal töökojal on oma ressursi spetsifikatsioonid, milles saab materjalina kasutada teise töökoja töö tulemust.
Mõlemat meetodit saab kombineerida ja sobitada erinevate tootmisüksuste ja erinevate tootmisahelate jaoks.
Kui otsustate kasutada vaheväljalaske tulemusi, peab ressursi spetsifikatsioonis olema märgitud, millistel etappidel pooltooteid toodetakse ja millistel etappidel neid pooltooteid tarbitakse, et programm saaks tootmisahela õigesti siduda.
Poe laoruumi mehhanism mängib olulist rolli pooltoodete arvestuses. Tegemist on programmi 1C:ERP uue mehhanismiga, mille abil saame määrata töökojale tema isikliku lao, kuhu saab loetleda tööle viidud, kuid veel reaalselt kasutamata materjalid. Arvesse on võetud ka töökoja toodang, mis on juba toodetud, kuid mis ei ole veel üle viidud teistesse töökodadesse või püsiladudesse. Meie puhul on need meie pooltooted.
Töö kaupluste laoruumidega võimaldab oluliselt lihtsustada pooleliolevate tööde arvestust - see on nüüdseks taandatud üsna lihtsaks ja end tõestanud tavapärase laoarvestuse metoodikaks.
Järeldus ja saavutatud tulemused
Kui teie ettevõte on praegu kasutanud kõiki eelnevalt kirjeldatud programmi funktsioone, siis võime öelda, et teil on:
Ettevõte teeb oma tööd süstemaatiliselt, valides ühe või teise juhtimisskeemi.
Müük ja tootmine on tasakaalus, teil ei ole olulisi mittelikviidseid valmistoodete laoseisusid.
Tootmisvajadused rahuldatakse kiiresti hankega. Ladudes ei ole suuri toorainevarusid. Tootmine on teadlik, millal vajalikud materjalid lattu jõuavad ja saab tööle üle viia.
Tootmistöötajad said mugavad tööriistad automaatselt täidetava tööplaani koostamiseks, mis arvestab tootmismaterjalide, inimressursi ja seadmete olemasolu.
Nüüd on võimalik simuleerida tootmiskoormust, et hinnata, milline tootmisressurss on kitsaskoht, mis takistab töö kiirenemist.
Materjalide tarbimine, töö ja tootmine toimub seoses tootmisülesannetega. Jäätmete ja defektide kohta peetakse arvestust.
Operatsioonide juhtimine, MES
Sissejuhatavad märkused
Kaaluge järgmist olukorda:
Meie ettevõte Industrial Electronics LLC toodab ja paigaldab trükkplaate.
Tootmisahelas toimub fooliumiga klaaskiust plaadile (plaadialusele) aukude puurimise etapp (professionaalne termin, mis tähendab puurimist) tulevaste elektroonikakomponentide (mikroahelad, kondensaatorid jne) paigaldamiseks. Etapp viiakse läbi automatiseeritud puurimisliinil, toimingute jada on järgmine:
Operaator valib puurimisprogrammi (mis kohtadesse tahvlil milliseid auke teha ja millise läbimõõduga). Valiku aeg 2 min.
Operaator laadib klaaskiudplaadid puurimisliini alustele. Laadimisaeg 10 min.
Liin puurib auke täisautomaatses režiimis, kasutades selleks vajaliku läbimõõduga puure. Puurimisaeg 10 min.
Operaator laadib toorikud maha ja saadab need järgmisse etappi. Mahalaadimise aeg 10 min.
Ühe toorikupartii tööaeg kokku on 32 minutit. Esimese punkti tööd teostatakse ainult puurimisprogrammi muutmisel (vajalik on masina ümberseadistamine). Üheaegselt töödeldakse kuni 10 toorikut.
Ettevõte peab selles etapis viivitamatult arvestama iga toimingu teostamisega, eelistatavalt automatiseeritud režiimis, et maksimeerida kalli puurimisliini töökoormust.
Kuidas saame selle probleemi programmis lahendada?
Saame luua tootmisetapi “Puurlaudade puurimine”, kus seadmetena kasutatakse töökeskuse tüüpi “Automatiseeritud puurimisliin”. Meie minimaalne etapi planeerimise intervall on 1 tund (1C:ERP programmi piirangud).
Järgmise partii toorikuid saame etappide vahel üle kanda üks kord iga 60 minuti järel, hoolimata sellest, et tegelik vabastamine kestab 32 minutit. Selgub, et tegeliku töö mahajäämus plaanist on peaaegu 50%.
Kas sellega on võimalik midagi ette võtta?
Me ei pea midagi tegema - selline viivitus ilmneb ainult siis, kui meie toodang on oluliselt alakasutatud. Vastasel juhul kulub ülejäänud 50% ajast järgmise osade partii kallale.
Kuid isegi alakoormuse korral võib operaatorit kohustada asuma kohe pärast järgmise ülesande täitmist järgmine tööülesanne, ootamata töö kavandatud alguskuupäeva. Ja ajakohase töögraafiku saamiseks ajage kõik tellimused ümber kord päevas. See lahendab laadimisseadmete probleemi, kuid tekib teine probleem - logistika ja tootmismaterjalide tarnimine. Tootmiseks mõeldud materjalide tarnegraafik põhineb nõudluse kuupäevadel, mis on esialgu vigased.
Kujutagem ette, et meil on tootmistellimused kuuks ette ja selleks on vaja materjale osta. Määrasime tarnekuupäevad, siis tootmisgraafik nihkus, peame uuesti tarneid ajatama, see nihkus uuesti - jällegi on logistikul vaja hankegraafikut muuta ja nii lõpmatuseni. Süsteem ei tööta ja planeerimine toimub taas Excelis.
See on muidugi veidi kauge probleem, seda saab lahendada muude tarneviisidega – kui oste ei tehta mitte tootmistellimuse vastu, vaid selleks, et tagada standardne laovaru. Siis ei sõltu hankegraafik mitte konkreetsetest tellimustest, vaid kogu planeeritud tootmismahust või tegelikust tarbimisstatistikast.
Kuid üldiselt on teatud venitus ja ebakõla: ettevõttel on spetsiifilised tootmisülesanded ja me otsime lahendusi, mis ei ole parima kvaliteediga. Kas on olemas otsene tee?
Jah, see on 1C:ERP operatsioonihaldusfunktsiooni ja MES-i alamsüsteemi kasutamine.
Kõik eelnevad kursuse osad põhinesid programmi versioonil 2.2. Kahjuks ei toeta see versioon hetkel veel täielikult MES-i funktsionaalsust, mistõttu programmi mehhanismide edasine kirjeldus põhineb versioonil 2.1 koos märkustega selle kohta, kuidas seda tulevikus rakendatakse (vastavalt ettevõtte 1C teabele ).
Selliseid noote ei tule palju, muudatused ei sisalda põhimõttelisi uuendusi. Uut MES-i funktsionaalsust sisaldava süsteemiväljaande ilmumise hetkel saadetakse selle kursuse uuendused kõigile lingi kaudu registreerunud juhendi lugejatele.
Kui MES-i tööriistu pole vaja
Oleme oma praktikas sageli kokku puutunud olukorraga, kus klient, üks tootmisjuhtimise korraldamise nõudeid, seab tootmisprotsessis iga toimingu registreerimise vajaduse.
Enamasti põhjendatakse seda soovi järgmiselt: Ma tahan, et töötaja märkaks kõike, mida ta teeb, et ma teaksin, mida ta teeb ja mille eest ma talle raha maksan.
Selle tulemusena tekib koheselt taotlus MES-i tööriistade kasutamiseks (registreerime programmis kõik toimingud).
Sellel soovil, mis on üsna mõistetav, on varjukülg:
Märgistamine võtab aega, segab tööd.
Keegi peab märki kontrollima.
"Ülejärelevalve" pole kunagi motiveerinud inimesi paremini töötama, pigem tajutakse seda kui katset "sekkuda oma ärisse".
Selliste eesmärkidega projektid puutuvad tõenäoliselt kokku aktiivse kohaliku vastuseisuga ja ei too ettevõttele tõenäoliselt kasu. Siin on parem kasutada muid motivatsiooniskeeme - kui töötajale antakse oma töös teatav autonoomia ja temalt küsitakse tulemust: tehtud töö kvaliteeti, töödeldud mahtu jne. See lähenemisviis on palju lihtsam, töötajatele arusaadavam ja tulemus pole halvem, vaid tõenäoliselt parem.
Teine põhjus protsessihalduse kasutamiseks on vajadus suurendada seadmete kasutust. Sellise ülesande näide on toodud selle jaotise alguses. Seda põhjust võib pidada objektiivseks, kuid on "üksikasju":
Oletame, et meie seadmed lähevad regulaarselt rikki või nõuavad ettearvamatult täiendavat reguleerimist - see nõuab graafiku regulaarset ümberarvutamist - töögraafik koostatakse minutite täpsusega.
Inimfaktor - töötaja oli sunnitud kodustel põhjustel lahkuma ja meil on jälle vaja töö ajakava ümber paigutada.
Kui sageli selliseid kõrvalekaldeid ette tuleb ja meie ülitäpne töögraafik muutub kasutuks dokumendiks, mida tuleb pidevalt hooldada.
MES-i tööriistade rakendatavuse küsimus on väga keeruline ja kõrget tootmiskultuuri ja distsipliini eeldav küsimus, muidu on lihtsam ja efektiivsem keskenduda etapiviisilisele planeerimisele ja töö juhtimisele ning mitte süveneda tegevustesse.
Operatiivjuhtimisele üleminek peaks olema eranditult evolutsiooniline: peate hästi valdama tööd tootmisetappidega, varustama tootmist kiiresti materjalidega ja kasutama programmis õigesti tootmisseadmeid.
MES-i alamsüsteemi tegelik eelis on võimalus lülituda üle tootmisprotsessi täpsemale juhtimisele: saate kiirendada tööd, saate vähendada seadmevahetuste arvu, saate planeerida kallite tehnoloogiliste seadmete kasutamist. Kuid peate selle punktini arenema ja mõistma riske.
Suureks abiks MES-i alamsüsteemi juurutamisel on 1C:ERP võimalik integreerimine tootmisseadmetega. Info tööülesannete kohta laetakse otse masinasse (tootmisliinile) ning töö lõpetamisel sisestatakse info automaatselt programmi. Siin puudub inimfaktor, seega võib viivitusi pidada riketeks, mis nõuavad remondimeeskonna kiiret sekkumist. MES-i kasutamise eeliseks on ka tehnoloogilise protsessi on-line jälgimine ja juhtimine.
Kui see pole võimalik, aga MES-i tööriistad on vajalikud, siis on vajalik 1C:ERP-ga töötavate automatiseeritud tööjaamade paigaldamine, töökeskuste kõrval, kus toiminguid tehakse. Kasulikud on ka meetodid teabe kiireks sisestamiseks - toodete, materjalide, tootmisülesannete vöötkoodid. See vähendab tehingute registreerimiseks kuluvat aega.
VC “Razdolye” on välja töötanud sellised tööriistad (integratsioon seadmetega, spetsiaalsed automatiseeritud tööjaamad), mida saab kõigile huvilistele demonstreerida.
MES terminoloogia
Kuna MES-i tööriistakomplekt on täielikult integreeritud 1C:ERP-sse, olete selle kursuse lehtedel juba kohanud enamikku alamsüsteemi objekte.
Tööde (toimingute) planeerimiseks kasutatakse nagu varem seadmeid (töökeskusi), tööjõukulusid ja materjale.
Toimingute planeerimise protsess ise kujutab endast tootmisfaasi ja tööoperatsioonide edasist täpsustamist (ei ole programmis veel rakendatud).
Seega ilmneb järgmine dokumentide hierarhia:
Luuakse dokument “Tootmistellimus”.
Tellimuse alusel genereeritakse “Tootmisetapi” dokumendid vastavalt ressursi spetsifikatsiooni etappide arvule. Tootmisetapp viitab töökeskuste tüüpidele, mis etapis kaasatakse.
Tootmisetapi alusel genereeritakse “Marsruutimislehe” dokumendid, mis sisaldavad nimekirja töökeskuses tehtud toimingutest (pole veel programmis rakendatud).
Marsruudilehtede koostamiseks kasutage kataloogi "Marsruudikaardid". Marsruudi kaart on ressursi spetsifikatsiooni etappide detailne kirjeldus enne operatsioone. See tähendab, et kui varem piisas tootmisetapi kui terviku märkimisest, siis nüüd peate märkima selles tehtud toimingute loendi ning siduma ka etapis tarbitud materjalid ja töö konkreetsete toimingutega.
Regulatiivse teabe 1C:ERP-i sisestamise lihtsustamiseks eeldatakse, et esmalt sisestatakse marsruudikaardid ja nende alusel saab täita ressursi spetsifikatsiooni etapid.
MES-i vahendeid kasutades tööde planeerimisel hakkab teatud rolli mängima üleminekuaeg ja koostoimimiskulude aeg (osa käitamiselt käiku viimine jne.) Seetõttu kasutatakse programmis vastavaid katalooge ja inforegistreid.
Töö prognoosimiseks ja simuleerimiseks saate kasutada teatmeteost "Operational Planning Stsenaariumid", siin saate määrata virtuaalsed töökeskused, mida kasutatakse tootmisoperatsioonide prognoositava ajakava koostamiseks (näete, mis juhtub näiteks siis, kui me suurendada masinate arvu).
MES-i alamsüsteemi tööde ajakava koostamise peamiseks juhtteatmikuks on teatmik “Operatiivplaneerimise mudelid”. Siin märgite oma planeerimisprioriteedid – kas soovite minimeerida tööde maksumust või soovite tootmist kiirendada. Samuti saate märkida seadmete kasutamise strateegia – kas soovite seda kogu seadmepargi ulatuses ühtlaselt laadida või eelistate teha kogu töö ühe masinaga.
Töö planeerimine MES-i allsüsteemis toimub kahes etapis - kõigepealt koostatakse tootmisgraafik: töö jaotatakse töökodade vahel, planeerimisintervallide (tund, päev jne) ja töökeskuste tüübi järgi. See on kaitstud päritolunimetuse kavandamise tase. Seejärel koostab töökoja dispetšer (poe dispetšerbüroo) töökoja tööde ajakava planeerimisintervalli piires - minut minuti kaupa, operatsioon operatsioonide kaupa, iga töökeskuse kohta eraldi. Tootmisgraafik ja töögraafik koostatakse programmi poolt automaatselt, lähtudes etteantud parameetritest ja piirangutest.
MES-i alamsüsteemi regulatiivse ja viiteinfo täitmine
Tuleme tagasi meie virtuaalse ettevõtte Industrial Electronics LLC juurde. Oletame, et siin on töötlustöökoda, kus fooliumkattega klaaskiudlaminaadi originaallehed lõigatakse esmalt sobiva suurusega toorikuteks ning seejärel puuritakse toorikutesse vajalikud augud elektroonikakomponentide paigaldamiseks.
See tootmisahel, nagu ka ettevõte ise, on virtuaalne! See ei pruugi kattuda seda tüüpi ettevõtetes tehtavate tegelike toimingutega. Näide on võetud ainult programmi funktsionaalsuse demonstreerimiseks.
Oletame, et toorikute lõikamine toimub lõikeliinil, mille sisendiks on üks klaaskiudleht ja väljundiks on 20 toorikut.
Lõikefaasi ajastusskeem on järgmine:
Operaator seadistab lõikeliini: 2 min.
Operaator laadib materjali: 10 minutit (võta töökoja laoruumist leht, too, kinnita seadmesse).
Materjali lõikamine: 10 min.
Toorikute mahalaadimine: 10 min. (eemaldage toorikud, viige need järgmisse puurimisetappi).
Toorikute puurimine toimub ka puurimisliinil automaatselt, korraga töödeldakse 10 detaili. Etapi skeem on järgmine:
Operaator seadistab puurimisliini: 2 min.
Operaator laadimisjoon: 10 min.
Puurimine teostatakse: 10 min.
Toorikute mahalaadimine: 10 min.
Töökojas kasutatakse ühte lõike- ja kahte puurimisliini.
Lõikeliinile määratakse üks operaator, kes reguleerib seadmeid ning laadib/laadib maha materjali ja detaile. Mõlemale puurimisliinile on määratud ka üks operaator, millel on sama funktsionaalsus.
Tootmiskiiruse optimeerimiseks toimub tootmine 20 tooriku kordades (lõikeliini maksimaalne tootlikkus). Materjalid (klaaskiudlehed) võetakse töökoja laoruumist, valmis toorikud (lõigatud ja puuritud) asetatakse kastidesse, et viia need järgmisesse töökotta. Tootmine toimub 24 tundi ööpäevas kolmes vahetuses.
Tööliste (poe operaatorite) töötasud ei ole tükitöö ja jaotatakse kuu lõpus valmistoodete maksumusele proportsionaalselt tootmiseks kulutatud materjalide maksumusega.
Graafiliselt näeb töökoja tootmisskeem välja selline:
Kuidas õigesti konfigureerida programmi 1C:ERP sellise tootmise haldamiseks?
Teave tootmisüksuste kohta
Programmi on vaja lisada vastav tootmisüksus „Mech Shop. töötlemine." Märkige, et toodab ja planeerib (lähetab) oma tööd ise, seadistage planeerimisparameetrid:
Planeerimisintervall "Päev" või "Tund". Oleneb sellest, kui tihti on vaja valmistooteid töökojast teistesse osakondadesse üle viia. "Päeva" intervall on majanduslikult tulusam - edastamine toimub hulgi. Intervall “Tund” võimaldab kiiremini kätte saada tooteid vastavalt töögraafikule.
Trassilehtede haldamise metoodika “MES operatiivplaneerimine”.
Operatiivjuhtimise meetod “Faktide registreerimine”. Programmis on kaks võimalust toimingute lõpetamise märkimiseks - saab registreerida toimingute alustamise/lõpetamise fakti (“Faktide registreerimine”), registreerida saab ainult kõrvalekaldeid tehtud töös (“Hälvete registreerimine”). Kõrvalekalded tähendavad viivitusi, defekte jne.
Toimingute registreerimise standardaeg on 15 minutit. See suvand toimib erinevalt sõltuvalt sellest, milline toimingu juhtimismeetod on valitud. Kui fakt on fikseeritud, siis kui kasutaja ei ole 15 minuti jooksul alates kavandatud toimingu algusest sellega tööd alustanud, siis loetakse, et tootmisgraafik ei ole asjakohane (vajalik on tööde ajastamine). Hälbe registreerimisel loetakse toiming automaatselt plaanipäraselt lõppenuks, kui selle algusest on möödunud 15 minutit ja kasutaja ei ole sellega programmis ühtegi parandustoimingut teinud (sisestanud defekte, viivitusi vms). Kui ilmnevad kõrvalekalded rikuvad esialgset töögraafikut, on vajalik ümberarvestus.
Parameetreid kirjeldatakse nii üksikasjalikult, kuna need mõjutavad oluliselt MES-i tööriistade kasutamist. Erilist tähelepanu tuleks pöörata planeerimisintervallile, samuti operatiivjuhtimise meetodile. Kui kõik muu on võrdne, soovitame algetapis planeerimisintervalliks määrata päev ja fakt fikseerida standardajaga 15-30 minutit. Samuti soovitame tungivalt kasutada osakonna töös vöötkoodiga tootmisdokumente (marsruudilehti), et info kiiresti programmi sisestada.
Teave tootmisseadmete ja operatiivpersonali kohta
Vajalik on sisestada teave töökeskuste tüüpide kohta (lõike- ja puurimisliinid). Iga töökeskuse tüübi puhul näitame, et paralleellaadimine on lubatud. Samuti sisestatakse teave seadistusaegade ja seadmete toimingute kestuse kohta.
Iga töökeskuse tüübi jaoks sisestame töökeskused ise - kaks puurimisliini ja lõikejoon. Märgime paralleelselt toodetud osade arvu. Märgime seadmete töötamise standardse tunnikulu ja ülemineku maksumuse – infot kasutatakse töögraafiku optimeerimiseks hinna või kiiruse järgi.
Järgmine küsimus on, mida teha kaupluse operaatoritega?
Saame need sisestada töökeskustena ja marsruudikaardile märkida, milliseid toiminguid nad teevad. Me ei pruugi neid sisestada töökeskustena, vaid märgime lõike-/puurimisoperatsioonide parameetritesse seadmete peale-/mahalaadimise aja ettevalmistus- ja viimistlusajaks.
Mõlemad variandid on vastuvõetavad, esimesel juhul saate täpsema töögraafiku, teisel juhul lihtsustate personali tööd. Siin on soovitused lihtsad – lähtuge ettevõtte tegelikest vajadustest: miks on vaja teada, kuidas teatud toiminguid tehakse; mida saate selle teabega teha; Kas demotiveerite inimesi tarbetu bürokraatiaga?
MES rubriigi lõpus olev videoloeng näitab varianti, millesse on kaasatud operaatorid töökeskustena. Seda tehti suurema selguse huvides, kuid mitte tegevusjuhisena.
Pärast töökeskuste tüüpide ja töökeskuste endi sisestamist sisestage nende saadavus töögraafiku perioodide kohta.
Teekonnakaardi koostamine
Marsruudi kaart sisestatakse analoogselt ressursi spetsifikatsiooniga: ainult ühe tootmisetapi jaoks. Tuleb märkida tarbitud materjalid, tööjõukulud, valmistatud tooted ja jäätmed. Ja täitke ka töökeskustes tehtud toimingute loend.
Töökeskustena saate valida töökeskuse enda või töökeskuste tüübi. Esimeses variandis planeerib programm koheselt tööd konkreetselt valitud seadmetega, teise puhul valib toimingute planeerimise ajal saadaoleva töökeskuse.
Toimingud tuleb täpsustada täpselt vastavalt tehnoloogiale – nende sooritamise järjekorras. Erilist tähelepanu tuleb pöörata toimingutele, mida tehakse paralleelselt, vastasel juhul ei suuda programm õiget töögraafikut koostada.
Materjalid, tooted, jäätmed määratakse toiminguteks, mille käigus neid tarbitakse/toodetakse. Paralleelselt tarbitavad materjalid tuleb korralikult siduda, sarnaselt toodete ja jäätmetega.
Toimingute sisestamisel tasub kaaluda võimalust kasutada parameetrit “PZ time (preparatory-final)”, et varjata toimingute tarbetuid detaile.
Marsruudikaardil ja toimingutes peab tootmissagedus olema korrektselt määratud, olenevalt tehniliste nõuete spetsiifikast. protsessi.
Mõned korduma kippuvad küsimused ja nende vastused:
Masin toodab paralleelselt 10 detaili, kuidas selle tehnika jaoks marsruudikaarti õigesti seadistada. protsessi?
Teekonnakaardi täitmisel tuleks lähtuda kümne tooteühiku samaaegsest valmistamisest.
Meie masinas kasutatakse kalleid seadmeid, millest on samuti puudus. Peame korraga planeerima nii masina tööd kui ka seadmete kasutamist. Kuidas programmi õigesti konfigureerida?
Hankige eriline. tööriistad töökeskusena. Kasutage toimingu vahekaarti "Abitöökeskused". Märkige seal toimingus kasutatud spetsiaalne. varustus
Tööprotsess treipingil on järgmine: seadmete vahetus - 1 min., tooriku paigaldamine - 1 min., treimistööd - 5 min., detaili eemaldamine - 1 min., masina puhastamine - 1 min. Kuidas saame need andmed programmi õigesti sisestada?
Kaaluge mitte kasutada MES-i alamsüsteemi planeerimiseks ja ainult tootmisfaaside kasutamiseks. Sinu tehnika. protsess sisaldab palju käsitsi toiminguid, mis sõltuvad suuresti inimteguritest. Võimalikud igapäevased põhjused (inimene läks tualetti) toovad kaasa vajaduse töögraafikut regulaarselt uuendada. See ei tööta suures ettevõttes.
Kui mingil põhjusel on vaja MES-i kasutada, kasutage mittevajalike detailide peitmiseks parameetrit "PZ Time". Teie puhul toimub üks toiming “Pööramine” kestusega 5 minutit. Selle parameeter "Flash Time" on 3 minutit. (detaili paigaldus, eemaldamine, puhastamine). Töökeskuse tüübi "Treipingid" seadistamise kestuseks tuleb määrata veel minut. Märkige ka operatiivjuhtimise meetod “Hälvete registreerimine”, mille registreerimise standardaeg on vähemalt 30 minutit. Nii vähendate põhitööprotsessi ülalpidamiseks vajalikke üldkulusid ja ei sega töötajate tähelepanu pisiasjade pärast.
Erinevas tehnikas. protsessidel on korduvad toimingute jadad. Kuidas tagada, et neid saab ühe korra programmi sisestada ja vajadusel kasutada?
Uue toimingu lisamisel marsruudikaardile saab operatsiooni asemel lisada marsruudikaarte, mis on juba programmis olemas - pesastatud marsruudina. Korduvate toimingute jaoks koostage eraldi marsruudikaardid (nimetagem neid mallideks) ja kasutage neid vastavalt vajadusele.
Ressursi spetsifikatsiooni loomine
Pärast marsruudikaartide sisestamist peate looma ressursi spetsifikatsiooni.
Siin on huvitav funktsioon. Tuleme tagasi oma karusnaha töökotta. töötlemine - nendes. Protsess hõlmab mitut töökeskust, kas seda tuleks pidada mitmeastmeliseks? Ei, see pole vajalik – vastasel juhul planeerib programm igat tüüpi töökeskuse tööd erinevate planeerimisintervallidega ja töögraafik on vale. Kogu tehnika jaoks peab teil olema üks marsruudikaart. tooriku valmistamise protsess (lõikamine + puurimine + seotud toimingud) ja üks ressursi spetsifikatsioon ühe etapiga. See tuleb täita koostatud marsruudikaardi alusel.
Vastasel juhul ei erine ressursi spetsifikatsiooni täitmine varem tehtust.
MES allsüsteemi tööskeem
Programmis oleme seadistanud tootmisvõimsused, sisestanud marsruudikaardid ja ressursi spetsifikatsioonid, loonud tootmistellimuse - saame alustada planeerimist.
Kaitstud päritolunimetuse ja tootmislogistikateenistuse töö:
Tootmisetapid luuakse vastavalt tellimusele.
Lavad on varustatud materjalidega.
Moodustatakse tootmisgraafik – etapid jaotatakse töökodade, töökeskuste tüübi ja saadaolevate planeerimisintervallide kaupa. Ajakava peetakse kinni.
Poe juhataja töö (pole veel juurutatud MES-i versioonis 2.2, kuid saadaval versioonis 2.1):
Loodud tootmisetappide alusel genereeritakse töökojas detailne tootmisgraafik (praegu on see info salvestatud dokumenti “Marsruutimisleht”). Kasutusel on automatiseeritud töökoht "MES tootmise dispetšer". Graafiku koostamisel võetakse arvesse valitud planeerimismudelit (graafiku optimeerimise kriteeriume).
Graafik määrab täpselt, millisel ajahetkel millist operatsiooni konkreetses töökeskuses tehakse.
Pärast ajakava salvestamist on toimingud saadaval seadme operaatori tööjaamas “Toimingud”. Olenevalt sellest, milline operatiivjuhtimise meetod osakonnas on valitud, peab operaator kas märgistama tehtavad toimingud (vastu võtma tööks/märkima lõpetamist) või registreerima ainult neis ilmnenud kõrvalekalded. protsess (defektid, hilinemine töö alustamisel jne).
Kui töö ajal esineb viivitusi, kuvatakse töökoja dispetšeri tööjaamas probleemiteade “MES Tootmise lähetamine”. Ta arvutab töögraafiku ümber.
Mõnel juhul võivad viivitused mõjutada mitte ainult töökoja sisest seisu, vaid ka kogu tootmisprotsessi tervikuna (kui tootmistellimus viiakse läbi mitmes töökojas). Sellises olukorras antakse KPN-i töötajate töökohal probleem automaatselt märku. Kuvatakse probleemsed tellimused ja tootmisetapid (MES versiooni 2.2 osas pole veel rakendatud). Kaitstud päritolunimetuse spetsialist saab lahknevuste kõrvaldamiseks tootmisgraafiku ümber ehitada.
MES-i alamsüsteemi kasutamist demonstreeriv video on kursuse täisversioonis lingil.
Järeldus ja saavutatud tulemused
Kasutades üsna lihtsaid programmiseadeid ja standardset 1C:ERP funktsionaalsust, suutsime katta kõik tootmise planeerimise vajadused:
Töögraafik on üles ehitatud 1 minuti täpsusega.
Planeerimisel võetakse arvesse kõiki tehnoloogilise protsessi peensusi.
Teostatakse tööde, seadmete, personali, eritööde planeerimine. taglase.
Kõik protsessis osalejad on programmis varustatud mugavate automatiseeritud tööjaamadega.
Tootmistoimingutes tekkivad probleemid eskaleeritakse automaatselt nende automatiseeritud kõrvaldamiseks vajalikule otsustustasandile.
MES-programmi funktsionaalsus on täiustuste jaoks avatud - saate 1C platvormi või väliste 1C komponentide mehhanismi kasutades üsna hõlpsalt ühendada ja programmist juhtida mis tahes tootmisseadmeid, millel on andmevahetusliides. Kas olete kuskil kuulnud, et “1C” on ainult raamatupidamine? See on rumal. Tõenäoliselt on avalduse autor selle teemaga lihtsalt halvasti kursis.
Võimalus juhtida suuremahulist tootmist 1C:ERP-s laevaehitustööstuse näitel
Sissejuhatavad märkused
See jaotis ei sisalda selliste ülesannete jaoks programmi seadistamise kõigi funktsioonide üksikasjalikku kirjeldust, pigem on need üldised kaalutlused, mis võivad olla kasulikud neile, kes on tulevase ettevõtte juhtimissüsteemi valiku pärast hämmingus.
Vaatame laevaehituse funktsioone:
Iga laev on eraldi projekt, millel on enamasti sihtfinantseerimine.
Projekti valmimisaega mõõdetakse mitmetes kuudes ja mõnikord ka aastates. Märkimisväärne osa ajast kulub projekti norm- ja referentsdokumentatsiooni koostamisele. Mõnikord toimub laeva projekteerimine paralleelselt selle ehitamisega.
Laeva ehitamine on tipptasemel "tõmbe" juhtimismeetodite kombinatsioon (kogu laevaehitusettevõte töötab ühe eesmärgiga - projekti lõpuleviimine) üksikute töökodade seeriaviisilise "tõuke" tootmisega.
Tootmisrajatised võivad asuda üksteisest märkimisväärsel kaugusel - laevaehitustehase pindala mõõdetakse kümnetes ruutkilomeetrites. Ostetud ja valmis üksuste sisetransport võib nõuda raudteetranspordi kasutamist.
Tootmistöö peab olema täielikult tasakaalustatud logistikaga, nii sise- kui välislogistikaga.
Üldiselt on tegemist äärmiselt keeruka toodanguga, mis on keerukuselt võrreldav raketi- ja kosmosetööstusega. Töö kestuse poolest ületab see lennundustööstuse ja keerukuselt on sellega võrreldav.
Näited 1C:ERP funktsiooni kasutamisest laevatehase haldamiseks
Projekti normatiiv- ja referentsdokumentatsiooni haldamine
"1C:ERP" ei sisalda sisseehitatud CAD-tööriistu, kuid toetab ulatuslikku integreerimist teiste programmidega. Süsteemi saab üles laadida mis tahes formaadis dokumendi, põhinõue on üleslaaditavate andmete struktuuri kirjeldus.
1C keeles on palju valmistöötlusi, mis vahetavad andmeid erinevate CAD-süsteemidega. Ettevõtte Razdolye VC spetsialistidel oli kogemusi 1C:UPP ja 1C:ERP integreerimise kavandamisel mitme erineva lahendusega.
Võttes arvesse 1C:ERP rikkalikke võimalusi, pole kahtlust, et programmil on piisavalt funktsionaalsust, et korraldada regulatiivset ja viiteteavet tööstuses töötamiseks.
Veel mõned programmi eelised:
Võimalus salvestada objektide versioone. Anuma projekteerimisel on sageli vaja dokumentatsiooni välja töötada iteratiivselt - projekteerija pakub välja projektlahenduse, mille tehnoloogid ja tarnijad omavahel kokku lepivad ja täpsustavad. Mõnikord on lahendusi mitu, mõnikord peate dokumendi eelmisele versioonile tagasi pöörduma. Seda kõike saab korraldada 1C:ERP-s.
Projektidokumentide kinnitamise võimalus - see funktsioon on 1C:ERP-s endas lihtsustatud kujul saadaval, kuid 1C: Document Flow'ga "õmblusteta" integreerimise olemasolu võimaldab teil lahendada mis tahes keerukusega dokumentide kinnitamise probleemi.
Võimalus salvestada väliseid faile ja integreerida failiarhiiv programmi teatmeteostega. Üsna sageli nõutakse lisaks tootmisstandardile (ressursi spetsifikatsioonile) juurdepääsu toote eskiisile. "1C:ERP" võimaldab vajadusel lisada mis tahes kataloogile ja dokumendile välise faili. Väliste failide puhul on saadaval ka versioonide salvestamise võimalus.
Projekti juht
Kuna laevaehitus on projektitöö, on asjakohastel projektijuhtimisvahenditel oluline roll. Mida saab 1C:ERP siin pakkuda?
"Sujuva" integreerimise olemasolu programmiga "1C: Document Flow" võimaldab teil hankida tarkvara, mis pole funktsionaalsuselt halvem kui programm "Microsoft Project".
Võimalus integreerida 1C:ERP-d Primavera Systemsi lahendustega võimaldab hallata laevaehitusprojekte tuttavas keskkonnas ja genereeritud projektiülesanded üles laadida 1C:ERP-i, kus neid kasutatakse ettevõtte juhtimiseks.
Valmis, spetsiaalsete 1C:ERP modifikatsioonide kättesaadavus projektijuhtimiseks aitab teil täiendavaid tööriistu täielikult kõrvaldada.
Projektide sihtfinantseerimine
Laevu ei ehitata kunagi niisama - müügiks, enamasti on seal mõni konkreetne klient, kes on juba teinud märkimisväärse ettemakse ja tahab teada, mille peale tema raha kulub.
Kui me räägime sõjaväe või valitsuse käsust, siis need nõuded on veelgi karmimad. Kuidas saab 1C:ERP siin aidata?
Programmil on raamatupidamise "eraldaja" - tegevuse suund. Laevaehituse puhul on see projekt. Vastavalt tegevusaladele saab jagada tulud ja kulud ning rahavood. Projektide finantseelarve süsteemi loomiseks ja vajaliku riigikassa korraldamiseks on üsna lihtne kasutada standardseid tööriistu.
Alates 2015. aastast on programm toetanud föderaalseaduse 275 nõudeid.
Samuti tahaksin märkida, et Razdolye arvutikeskus on kaitseettevõtete automatiseerimise tunnustatud liider ja meil on selles valdkonnas ulatuslikud ettevõttesisesed arendused. Lisaks on 1C:ERP abil juba valminud mitmed kaitseettevõtete automatiseerimisprojektid, kus tellija üheks peamiseks nõudeks oli eraldi tellimuste arvestuse korraldamise nõue.
Hangete juhtimine
Laevaehitusettevõte ostab palju materjale, osi, valmiskomponente ja seadmeid. Oluliseks nõudeks võib olla eraldi ostude korraldamine, mil laeva tellijal on vaja teada, mida ja millises mahus osteti, mis vajadusteks kulus.
Siin aitavad eraldi tugimehhanismid “1C:ERP”. Saate siduda kõik ostud ülesannetega (oma projektid) ja jälgida programmi mis tahes kauba saatust, olenemata sellest, kuidas see ladudes ja osakondades liigub.
Müügijuhtimine
Laeva müük on üsna keeruline, mitmeetapiline läbirääkimisprotsess. Siin aitab meid 1C:ERP CRM-i alamsüsteem, samuti integreerimine 1C:Document Flow-ga:
Programmis saate läbi viia täisväärtuslikke müügieelseid tegevusi: planeerida ja jälgida kohtumisi, läbirääkimisi, kõnesid.
Saate kasutada programmi sisseehitatud meiliklienti, et äriteave kaotsi ei läheks.
Saate programmis üles ehitada müügi äriprotsessi ja juhtida etappe, ehitada müügilehtrit.
Projektidokumente (äripakkumised, lepingute ja lepingute projektid) saab programmis säilitada ja kokku leppida.
Programmis saate korraldada elektroonilise sekretariaadi – kõik teie sissetulevad ja väljaminevad sõnumid toimetatakse neile ettenähtud sihtkohta ning teil on võimalik kontrollida reageerimisaega ja tehtud toiminguid.
See kõik on omavahel integreeritud ja integreeritud teiste 1C:ERP alamsüsteemidega – CRM-tehingust saab juriidiline leping, see lepitakse kokku programmis, kavandatakse projekt, projektist saab tootmistellimus jne. See on seotud käimasolevate paralleelsete läbirääkimistega klientide/tarnijatega.
Kõikide tegevuste tulemusi saab kuvada sihtnäitajate (projektide) jälgimise allsüsteemis ning töid on-line juhtida.
Tootmise kontroll
Kuigi laevaehitustööstus on äärmiselt keeruline, on see keerukus pigem "kvantitatiivne" kui "kvalitatiivne". Peamine on siin valida 1C:ERP-st õiged haldustööriistad ja siis pole probleeme.
Kasutage "tõmbamise" juhtimismetoodikat targalt - teie projekt on tellimus, mille alusel töötab kogu ettevõte.
Kasutage seeriatootmise tsehhi tootmisplaane. Täida plaanid automaatselt, lähtudes käimasolevate projektide vajadustest, võttes arvesse seeriatoodangut.
Kasutage ära võimalust, et saate tootmisetappidele vastavalt vajadusele lisada materjale jms. See aitab lahendada probleeme, mis on tekkinud sellest, et projekti käivitamise hetkel ei ole Teil veel kogu projekti dokumentatsiooni.
Kasutage tarneskeeme, märkige standardsed materjalivarud - see hõlbustab planeerimist ja võimaldab automatiseerida tootmise materjalidega varustamist.
Lähenege programmis tootmistehnoloogiate kirjeldamisel targalt. Liigne detailsus võib olla karuteene. Olgu siinne protsess iteratiivne.
Kasutage aktiivselt programmiobjektide täiendavate üksikasjade mehhanismi: omadused ja üksuste seeriad. Kasutage neid universaalsete ressursside spetsifikatsioonide saamiseks, mis arvutatakse programmis automaatselt ümber vastavalt vajalike toodete määratud parameetritele.
Looge programmis tootmise põhiandmete haldusprotsessid (kasutage ühendust 1C: Document Flow-ga).
Ühendage oma logistikud ja tootmisjuhid tugimehhanismide kaudu. Kui nad töötavad ühe meeskonnana, on tootmises palju vähem probleeme.
Korraldage laopidajate, raamatupidajate ja tootmistöötajate töökodades automatiseeritud tööjaamu – see võimaldab teil ettevõtet võrgus hallata.
Seadistage projekti disaini ja regulatiivse dokumentatsiooni automaatne allalaadimine CAD-süsteemidest. Automatiseerige programmis dokumentide kinnitamise protsesse. See kiirendab oluliselt tööd.
Võtke ühendust ettevõttega Razdolye EC, meil töötavad spetsialistid, kes on tööstuses üsna pikka aega töötanud ja tunnevad keeruliste tööstusharude spetsiifikat.
Kõik need on üsna banaalsed soovitused ja tõenäoliselt ei saa neist mingit "ilmutust". Kuid laevaehituse peamised tootmisülesanded langevad kokku teiste tootmisettevõtete ülesannetega, ainult neid võib tehase ulatus süvendada. Seetõttu on siin iga juhtimistegevuse oluline etapp alati töö planeerimise ja korraldamise etapp, samuti kvalifitseeritud spetsialistide olemasolu.
Järeldus
Kas “1C:ERP” on võimalik kasutada laevaehituses, lennukite tootmises jne? See on võimalik ja see pole "propaganda", vaid Razdolye messikeskuse töötajate pikaajalise läbimõtlemise ja modelleerimise tulemus. Lisaks meie sellesuunalistele arengutele on 1C ettevõtte teistelt partneritelt näiteid juba töötavatest lahendustest või automaatikaprojektidest, mis on ühes või teises valmisolekus.
Kas programm vajab siin muudatusi? Tõenäoliselt jah, need hakkavad peamiselt olema seotud projektijuhtimise protsessi korraldusega. Kuigi võite proovida kasutada valmis tööriistu.
Kas see nõuab "fantastilisi" riistvararessursse (servereid jne)? Tõenäoliselt vajab osa seadmepargist uuendamist. Kuid need investeeringud on vajalikud olenemata sellest, kas valite 1C:ERP või mõne tuntud välisettevõtte toodetud ettevõtte juhtimisprogrammi.
Teine asi on see, et nende tarkvaratoodete juurutamise projektide hinnavahe on selline, et kui valite “1C:ERP”, ei maksa te mitte ainult väiksema summa eest kogu automatiseerimisprojekti, vaid ostate ka kõik vajaliku. ülejäänud rahaga serverid. Ja raha jääb veel projektis osalejate motivatsioonifondiks.
Järeldus
Kahjuks on võimatu ühe kursusega käsitleda kõiki 1C:ERP kasutamisega seotud küsimusi tootmises.
Oleme siin püüdnud tuua teile suurima arvu reaalajas näiteid programmi praktilisest kasutamisest teie töös. Loodame, et need olid ja on teile kasulikud. Kursuse materjale täiendatakse, kõikidele meie kodulehel registreerunutele saadame välja kursuse uuendused (registreerumine lingi kaudu).
Kavatseme jätkata 1C:ERP programmi kasutamise näidete rääkimist. Need saavad olema sarnased kursused programmi funktsionaalsusest (eelarve koostamine ja planeerimine, müük, ostmine, logistika) – registreeru ja saadame kiirelt kursuse uuendused ja uued materjalid.
Hiljem ilmuvad koolitusmaterjalid, mis toovad näiteid programmi seadistamisest ja kasutamisest teatud tööstusharudes - keemia, toiduainetööstus, masinaehitus jne. Meile meeldiks kuulda, mida soovite programmi kohta teada.
Ettevõtte Razdolye-Consult spetsialistid viivad läbi tasuta kohapealseid kiiruuringuid, oleme valmis teie juurde tulema ja hindama teie ettevõtte automatiseerimise tööde maksumust ja pärast programmi rakendamist saavutatavat äritulemust. Sõit Moskvasse ja Moskva oblastisse on tasuta, regioonidesse reisimisel tuleb tasuda ettevõtte spetsialistide reisi- ja majutuskulud (1-2 inimese kiireksami töögrupp).
Kui olete ise 1C tooteid juurutav ettevõte ja vajate abi mõne projektiga, oleme valmis pakkuma metoodilisi ja paigaldusjärelevalve teenuseid. Oleme valmis ka teie potentsiaalsetele klientidele ühisseminare läbi viima.
Autorite kohta
Mironenko Andrei Aleksandrovitš
1997. aastal lõpetas ta Volgogradi Riikliku Ülikooli rakendusmatemaatika ja matemaatika erialal. meetodid majanduses".
Üle 10 aasta töötas suurte tööstusettevõtete IT-osakondade juhatajana.
Kaasa arvatud:
Pyaterochka jaeketi Volgogradi piirkondlik filiaal, IT-osakonna juhataja.
Volgogradi lihakombinaat, IT peadirektori asetäitja.
Volgogradi laevatehas, IT peadirektori asetäitja.
Novokor kontsern (santehniliste seadmete ja tapeedi tootmine ja hulgimüük), IT-direktor.
Accent Group of Companies (mitme profiiliga tööstusettevõte), IT-direktor.
Alates 2014. aastast töötab ta Razdolye rakenduskeskuses korporatiivprojektide juhina, projektide klientideks on Rusnano, Rosteci, TechMashi tütarettevõtted.
Spetsialiseerumine: juhtimisarvestuse automatiseerimine (tootmine, müük, logistika, eelarvestamine).
Gribkov Jevgeni Aleksandrovitš
2001. aastal lõpetas ta Uljanovski Riikliku Ülikooli teoreetilise füüsika erialal.
Alates 2000. aastast on Jevgeni Aleksandrovitš töötanud Razdolje innovatsioonikeskuses. Praegu on ta rakenduskeskuse juhataja.
Hetkel on VC “Razdolye” üks Venemaa liidreid “1C:ERP Enterprise Management 2” rakendamiseks lõpetatud ja käimasolevate projektide arvu poolest.
Gribkov Evgeniy Aleksandrovich on avaldanud mitmeid publikatsioone tööstusmeedias ning esinenud näitustel ja konverentsidel.
Ettevõtte VC "Razdolye" kohta
Razdolye juurutuskeskus on ettevõtte 1C üks juhtivaid partnereid, millel on staatus 1C: ERP-lahenduste kompetentsikeskus. Razdolie messikeskuse projektide elluviimise tehnoloogia on sertifitseeritud rahvusvahelise kvaliteedistandardi ISO 9000 järgi.
Rakenduskeskus Razdolye asutati 2000. aastal ja on alates selle loomisest spetsialiseerunud tööstusettevõtete automatiseerimisprojektide elluviimisele, mis põhinevad tarkvaratoodetel 1C: Manufacturing Enterprise Management 8 ja 1C: ERP Enterprise Management 2. Praegu on VC "Razdolye" juhtpositsioonil "1C: ERP Enterprise Management 2" lõpetatud automatiseerimisprojektide arvu osas.
Razdolye EC-l on suurim kompetents masinaehituse, keemia- ja toiduainetööstuse ettevõtete automatiseerimise alal. Traditsiooniliselt tegelevad Razdolye EC spetsialistid mitte ainult ettevõtete finantsfunktsioonide, vaid ka operatiivjuhtimise ja planeerimise (sealhulgas tootmise planeerimise) automatiseerimisega.

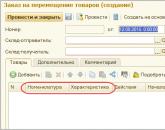

Populaarne
- Gantti diagrammide koht projekti planeerimisel
- Rockwelli, Brinelli, Vickersi kõvaduse testimine
- Mida p s postitustes tähendab? Mida p tähendab Elegantsete kirjade kirjutamise eetika on minevik.
- Ainevaldkonna modelleerimise metoodikad Infovoogude ühtlane skeem
- Tuguševi Aleksandr Ivanovitši elulugu
- Venemaa eriolukordade ministeeriumis avalikku teenistusse asumise kord
- Töötaja vallandamine: maksame kvartalipreemiat
- Mbook "Kaevandustehase asulatevaheline keskraamatukogu"
- Avage Noxtoni esindus Hakka esindajaks oma linnas
- Mitme asutajaga OÜ loomine