Plasma nitriding - process and steps. Technological possibilities of ion nitriding in strengthening products from structural and tool steels
With the right composition and mode of application of wear-resistant coatings, the performance of the cutting tool can be significantly improved. However, due to the invariance of the properties of the coating within one layer at the interface with the tool base, the physical, mechanical and thermophysical properties (primarily the modulus of elasticity and the thermal expansion coefficient) change dramatically, which leads to the formation of high residual stresses in the coating and a decrease in the strength of its adhesive bond with the base, which is the most important condition for the successful operation of a cutting tool with a coating.
The specified, as well as changes in contact and thermal processes during processing with a coated tool, require the creation of an intermediate transitional layer between the tool base and the coating, which increases the resistance of the coated cutting wedge to acting loads.
The most common method for forming such a layer is ion nitriding. In this case, the nitrided layer formed before coating, depending on the specific operating conditions of the tool, must have a certain structure, thickness, and microhardness. In practice, high-speed steel tools are usually subjected to such processing.

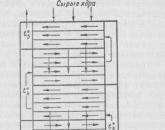
Figure 4 circuit diagram vacuum-arc unit for combined tool processing, including ion nitriding and coating: 1 - target; 2 - anode; 3 - screen; 4 - vacuum chamber; 5 - neutral atoms; 6 - ions; 7 - electrons; 8 - processed tools
For ion nitriding and subsequent coating, it is advisable to use an installation based on a vacuum-arc discharge, in which all stages of combined hardening can be implemented in one technological cycle without overloading the processed tools.
The principle of operation of such an installation is as follows (Figure 4).
The target is evaporated by cathode spots of the vacuum arc and is used as an arc discharge cathode. A special screen located between the target and the anode divides the chamber into two zones filled with metal-gas (to the left of the screen) and gas plasma (to the right). This screen is impervious to microdroplets, neutral atoms and metal ions emitted by cathode spots on the target surface. Only electrons penetrate the screen, ionize the gas supplied to the chamber on their way to the anode, and in this way form a gas plasma that does not contain metal particles.
The tools immersed in the plasma are heated by electrons when a positive potential is applied to them, and when a negative potential is applied, they are nitrided. At the end of nitriding, the screen is shifted to the side, and after the particles of the metal target begin to flow onto the surface of the tool, the coating is synthesized.
Coating deposition is a very energy-intensive process, accompanied by the action of a high-energy plasma flow, especially at the time of ion bombardment. As a result, the characteristics of the layer obtained by ion nitriding can change significantly.
Therefore, when optimizing the process of combined processing of high-speed tools, it is necessary to take into account not only the factors of the nitriding process, but also the subsequent process of applying a wear-resistant coating - first of all, the application time, which directly affects the coating thickness. On the one hand, its increase has a positive effect on increasing the wear resistance of the contact pads of the tool, and on the other hand, it leads to a noticeable increase in the number of defects in the coating, a decrease in the adhesion strength of the coating to the tool material, and a decrease in the ability of the coating to resist elastic-plastic deformations.
The most important conditions for combined treatment are the temperature and duration of the nitriding process, the volume fraction of nitrogen in the gas mixture with argon, and the time of the subsequent wear-resistant coating process. Other factors in this process: nitrogen pressure, reference voltage, arc current on the cathode - mainly affect the characteristics of the coating and should be set the same as in the case of deposition of traditional coatings.
Depending on the type of cutting tool and the conditions of its subsequent operation during combined processing, its modes usually vary within the following limits: nitriding temperature 420 ... 510 ° C; atomic fraction of nitrogen N 2 in a gas mixture with argon 10 ... 80%; nitriding time 10...70 min; gas mixture pressure ~ 9.75·10 -1 Pa; coating application time 40...80 min.
The practice of operating tools made of high-speed steels after combined hardening in various machining operations shows that the presence of a nitrided layer under the coating, in which there is a brittle nitride zone (α- and β-phase), significantly limits the effect of combined processing.
Such a structure is formed during nitriding in an atmosphere of pure nitrogen using a vacuum-arc discharge plasma. The presence of a relatively thick nitride zone (> 0.5 µm) in continuous cutting (turning and drilling) does not provide a significant increase in tool life compared to a tool with a traditional coating, and in interrupted cutting (milling and chiselling) often leads to chipping of the cutting edges already in the first minutes of tool operation.
The introduction of argon into the composition of a nitrogen-containing atmosphere during nitriding prior to coating deposition makes it possible to control the phase composition of the formed layer and, depending on the specific operating conditions of the cutting tool and its service purpose, obtain the necessary structure.
When operating a high-speed tool with combined machining under intermittent cutting conditions, the optimal structure of the nitrided layer is a viscous and load-resistant solid solution of nitrogen in martensite, in which the formation of a small amount of dispersed nitrides of alloying components is permissible.
This structure can be obtained by nitriding in a medium containing ~ 30% N 2 and 70% Ar.
In the case of tool operation in continuous cutting conditions, the layer consisting of nitrogenous martensite and special nitrides of alloying elements (W, Mo, Cr, V) is characterized by the highest performance.
In addition, the presence of a very small amount of ?-phase is admissible. This structure increases the resistance of the surface layer of the tool to thermal loads and can be formed during nitriding in an environment containing ~ 60% N 2 and 40% Ag.
The (Ti, Al)N coating deposited on samples nitrided in one-time mixtures containing, %, 60 N 2 + 40 Ar and 30 N 2 + 70 Ar, is characterized by a satisfactory adhesion strength. The samples do not show any peeling of the coating, nor obvious cracks, which were found on samples nitrided at 100% N 2 .
The creation of a wear-resistant complex on the contact pads of a cutting tool, formed by ion nitriding followed by coating in a vacuum-arc discharge plasma, significantly affects the intensity and nature of tool wear.
Figures 5 and 6 show experimentally obtained profilograms of tool wear with a coating and with combined machining during longitudinal turning and face milling of structural steel 45. It can be seen that, compared with a single-layer coating, nitriding in combination with a coating practically does not change the nature of tool wear, but greatly reduces its intensity.
For the operating conditions under consideration, there is a low efficiency of a tool with a coating without nitriding, both in milling and turning. This is due to the fact that the coating is destroyed very quickly and the friction conditions on the back surface are increasingly approaching those that are typical for an uncoated tool. And this means that the amount of released heat increases, the temperature near the rear surface increases, as a result of which irreversible softening processes begin in the tool material, which lead to catastrophic wear.
Studies of the nature of tool blunting with nitriding and coating allow us to conclude that the main contribution to reducing the wear intensity of a high-speed tool is made by the so-called "edge effect", which consists in the following.
Already in the first minutes of the tool operation, as can be seen from the profilograms of its working surfaces (Figures 5 and 6), the coating is destroyed to its entire thickness in areas near the cutting edge. However, further growth of wear centers along the length and depth is restrained by the edges of the contact areas, which retain the wear-resistant combination of the coating and the nitrided layer.
In addition, the surface nitrided layer, which has increased hardness combined with high heat resistance, is characterized by a higher resistance to microplastic deformations and contributes to the inhibition of softening processes at the rear surface.

Figure 5. Profilograms of worn sections of cutting inserts made of steel R6M5 when turning steel 45: a - R6M5 + (Ti, A1)N; b - Р6М5 + nitriding + (Ti, A1)N; processing modes: v = 82 m/min; S = 0.2 mm/rev; / = 1.5 mm (without coolant)

Figure 6. Profilograms of worn sections of cutting inserts made of R6M5 steel during face milling of steel 45: a - R6M5 + (Ti, Al)N; b - Р6М5 + nitriding + (Ti, Al)N; processing modes: v = 89 m/min; S= 0.15 mm/tooth; H = 45 mm;
Production experience shows that the combined treatment, which provides for preliminary nitriding and subsequent coating, makes it possible to increase the tool life of the widest range of high-speed tools up to 5 and up to 3 times compared to the tool, respectively, without hardening and with a traditional coating.
Figure 7 shows the dependences of the change in wear over time h 3 =f(T) of cutting inserts made of R6M5 steel, which have undergone various types of surface hardening, during turning and face milling of steel 45. It can be seen that the resistance to catastrophic wear of the tool during turning increases by 2.6 times, and during milling - by 2.9 times compared to a tool with a coating, but without nitriding.


Figure 7. Dependence of wear on the back surface of the tool made of steel R6M5 with various options surface treatment from cutting time: -- *-- Р6М5 + (Ti, A1)N; --*-- Р6М5 + nitriding + (Ti-Al)N; a - turning steel 45 at v = 82 m / min; S = 0.2 mm/rev; /=1.5 mm; b - milling of steel 45: v = 89 m/min; 5= 0.15 mm/tooth; H = 45 mm; t = 1.5 mm
ION-PLASMA NITRIDATION AS ONE OF MODERN METHODS OF SURFACE HARDENING OF MATERIALS
, , students;
, Art. teacher
Improving the quality of the metal and its mechanical properties- this is the main way to increase the durability of parts and one of the main sources of saving steels and alloys. Improving the quality and durability of products is carried out due to the rational choice of materials and hardening methods while achieving high technical and economic efficiency. There are many various methods surface hardening - hardening with high-frequency currents, plastic deformation, chemical-thermal treatment (CHT), laser and ion-plasma processing.
The process of gas nitriding, traditionally used in industry, as one of the types of CTO, is the process of diffusion saturation of the surface layer of steel with nitrogen. Nitriding with great effect can be used to improve wear resistance, hardness, fatigue strength, corrosion and cavitation resistance of various materials (structural steels, heat-resistant steels and alloys, non-magnetic steels, etc.). It has a number of indisputable advantages, such as: relative simplicity of the process, the possibility of using universal equipment and fixtures for laying parts, the possibility of nitriding parts of any size and shape. At the same time, gas nitriding also has a number of disadvantages: a long process time (20-30 hours) even when nitriding to small layer thicknesses (0.2-0.3 mm); the process is difficult to automate; local protection of surfaces that are not subject to nitriding is difficult; the application of various galvanic coatings (copper plating, tinning, nickel plating, etc.) requires the organization of a special production.
One of the areas of production intensification is the development and implementation of industrial enterprises new promising processes and technologies that improve the quality of products, reduce labor costs for its production, increase labor productivity and improve sanitary and hygienic conditions in production.
Such a progressive technology is ion-plasma nitriding (IPA) - a kind of chemical-thermal treatment of machine parts, tools, stamping and casting equipment, which provides diffusion saturation of the surface layer of steel and cast iron with nitrogen (nitrogen and carbon) in nitrogen-hydrogen plasma at a temperature
400-600ºС, titanium and titanium alloys at a temperature of 800-950 ºС in nitrogen-containing plasma. This process is currently widespread in all economic developed countries: USA, Germany, Switzerland, Japan, England, France.
In many cases, ion nitriding is more appropriate than gas nitriding. Among the advantages of IPA in glow discharge plasma are the following: the ability to control the saturation process, which provides a high quality coating, a given phase composition and structure; ensuring absolutely the same activity of the gaseous medium of the entire surface of the part covered by the glow discharge, this ultimately ensures the production of a nitrided layer uniform in thickness; reducing the labor intensity of local protection of surfaces that are not subject to nitriding, which is carried out by metal screens; a sharp reduction in the duration of nitriding parts (2-2.5 times); reduced deformation of parts. The use of IPA instead of carburizing, nitrocarburizing, gas or liquid nitriding, volumetric or high-frequency hardening allows saving the main equipment and production areas, reducing machine and transport costs, reduce the consumption of electricity and active gaseous media.
The essence of the process of ion nitriding is as follows. In a closed evacuated space between the part (cathode) and the furnace casing (anode), a glow discharge is excited. Nitriding is carried out with an abnormal glow discharge, at a high voltage of the order of watts. Modern installations ensure the stability of the glow discharge at the boundary of its transition to normal and arc. The principle of operation of arc extinguishing devices is based on a short-term shutdown of the installation when a voltaic arc ignites.
Nitriding improves the corrosion resistance of parts made of carbon and low-alloy steels. Parts nitrided to increase surface strength and wear resistance simultaneously acquire properties against corrosion in steam, tap water, alkali solutions, crude oil, gasoline, polluted atmosphere. Ionic nitriding significantly increases the hardness of parts, which is due to highly dispersed nitride precipitates, the amount and dispersion of which affects the achieved hardness. Nitriding increases the fatigue limit. This is explained, firstly, by an increase in the strength of the surface, and secondly, by the appearance of residual compressive stresses in it.
The advantages of ion nitriding are most fully realized in large-scale and mass production, when hardening large batches of the same type of parts. By varying the gas composition, pressure, temperature, and holding time, it is possible to obtain layers of a given structure and phase composition. The use of ion nitriding gives technical, economic and social effects.
20.01.2008Ion-plasma nitriding (IPA)- this is a kind of chemical-thermal treatment of machine parts, tools, stamping and casting equipment, providing diffusion saturation of the surface layer of steel (cast iron) with nitrogen or nitrogen and carbon in nitrogen-hydrogen plasma at a temperature of 450-600 ° C, as well as titanium or titanium alloys at a temperature of 800-950 ° C in nitrogen plasma.
The essence of ion-plasma nitriding is that in a nitrogen-containing gas medium discharged to 200-000 Pa between the cathode, on which the workpieces are located, and the anode, the role of which is played by the walls of the vacuum chamber, an abnormal glow discharge is excited, forming an active medium (ions, atoms, excited molecules). This ensures the formation of a nitrided layer on the surface of the product, consisting of an external nitride zone with a diffusion zone located under it.
By varying the composition of the saturating gas, pressure, temperature, holding time, it is possible to obtain layers of a given structure with the required phase composition, providing strictly regulated properties of steels, cast irons, titanium or its alloys. Optimization of the properties of the hardened surface is provided by the necessary combination of nitride and diffusion layers that grow into the base material. Depending on the chemical composition the nitride layer is either y-phase (Fe4N) or e-phase (Fe2-3N). The e-nitride layer is corrosion resistant and the y-layer is wear resistant but relatively ductile.
At the same time, with the help of ion-plasma nitriding, it is possible to obtain:
diffusion layer with a developed nitride zone, providing high corrosion resistance and running-in of rubbing surfaces - for wear parts
diffusion layer without nitride zone - for cutting, stamping tools or parts operating under high pressures with alternating loads.
Ion-plasma nitriding can improve the following characteristics of products:
wear resistance
fatigue endurance
extreme pressure properties
heat resistance
corrosion resistance
The main advantage of the method is stable quality of processing with a minimum dispersion of properties from detail to detail, cage to cage. In comparison with the widely used methods of hardening chemical-thermal treatment of steel parts, such as carburizing, carbonitriding, cyanidation, gas nitriding, the ion-plasma nitriding method has the following main advantages:
higher surface hardness of nitrided parts
no deformation of parts after processing
increase in endurance limit with increase in wear resistance of machined parts
lower process temperature, resulting in no structural changes to the workpieces
Possibility of processing blind and through holes
preservation of the hardness of the nitrided layer after heating to 600 - 650 ° C
the possibility of obtaining layers of a given composition
the ability to process products of unlimited sizes of any shape
no environmental pollution
improving the culture of production
reducing the cost of processing several times
The advantages of ion-plasma nitriding are manifested in a significant reduction in the main production costs. For example, compared to gas nitriding, IPA provides:
reduction of processing time from 2 to 5 times, both by reducing the time of heating - cooling of the charge, and by reducing the time of isothermal exposure
reduction in the consumption of working gases (20 - 100 times)
reduction in electricity consumption (1.5 - 3 times)
reduced deformation enough to eliminate finish grinding
improvement of sanitary and hygienic conditions of production
full compliance of the technology with all modern requirements for environmental protection
Compared to hardening, processing by ion-plasma nitriding allows:
exclude deformations
increase the service life of the nitrided surface (2-5 times)
The use of ion-plasma nitriding instead of carburizing, nitrocarburizing, gas or liquid nitriding, bulk or high-frequency hardening allows:
save capital equipment and production space
reduce machine costs, transport costs
reduce the consumption of electricity, active gaseous media.
The main consumers of equipment for ion-plasma nitriding are automotive, tractor, aviation, shipbuilding, ship repair, machine / machine tool plants, plants for the production of agricultural machinery, pumping and compressor equipment, gears, bearings, aluminum profiles, power plants...
The method of ion-plasma nitriding is one of the most dynamically developing areas of chemical-thermal treatment in industrialized countries. The IPA method has found wide application in the automotive industry. It is successfully used by the world's leading auto / engine building enterprises: Daimler Chrysler (Mercedes), Audi, Volkswagen, Voith, Volvo.
For example, the following products are processed by this method:
nozzles for cars, automatic drive carrier plates, dies, punches, dies, molds (Daimler Chrysler)
springs for injection system (Opel)
crankshafts (Audi)
camshafts (Volkswagen)
compressor crankshafts (Atlas, USA and Wabco, Germany)
gears for BMW (Handl, Germany)
bus gears (Voith)
hardening of pressing tools in the production of aluminum products (Nughovens, Scandex, John Davis, etc.)
Have a positive experience industrial use this method CIS countries: Belarus - MZKT, MAZ, BelAZ; Russia - AvtoVAZ, KamAZ, MMPP Salyut, Ufa Engine Building Association (UMPO).
The IPA method processes:
gears (MZKT)
gears and other parts (MAZ)
large (more than 800 mm) diameter gears (BelAZ)
intake and exhaust valves (AvtoVAZ)
crankshafts (KamAZ)
As the world experience in the application of ion-plasma nitriding technology shows, economic effect from its implementation is ensured mainly by reducing the consumption of electricity, working gases, reducing the labor intensity of manufacturing products due to a significant reduction in the volume of grinding work, and improving product quality.
With regard to cutting and stamping tools, the economic effect is achieved by reducing its consumption due to an increase in its wear resistance by 4 or more times with a simultaneous increase in cutting conditions.
For some products ion-plasma nitriding is the only way to get finished product With minimum percentage marriage.
In addition, the IPA process ensures complete environmental safety.
Ion-plasma nitriding can be used in production instead of liquid or gas nitriding, carburizing, nitrocarburizing, high-frequency hardening.
The durability of parts of gas turbine engines is largely determined by the state of their surface, and primarily by its wear resistance. Nitriding is one of the widely used methods for increasing the wear resistance of surfaces of aircraft engines and aircraft parts. Nitriding is applied to parts that, during operation, mainly work on friction.
Nitriding is a process of diffusion saturation of the surface layers of steel products with nitrogen. Nitriding is carried out in order to increase the hardness and wear resistance of the surface layers of steel products, improve fatigue resistance and electrochemical corrosion of parts.
During nitriding, nitrogen forms a number of phases with iron: nitrous ferrite - a solid solution of nitrogen in -iron, nitrous austenite - a solid solution of nitrogen in -iron, intermediate - phase Fe4N, -phase Fe2N, etc. elements. Therefore, alloyed steels containing the indicated elements are subjected to nitriding: 45Kh14N14V2M, 1Kh12N2VMF, 15Kh16K5N2MVFAB-Sh and other steels that are used for the manufacture of bushings, stems, valve seats, various bodies, etc.
The method of nitriding in dissociated ammonia using furnace heating, widely used in industry, has such serious disadvantages as a long process time, the difficulty of saturating easily passivated high-alloy steels with nitrogen, the formation of a brittle α-phase on the surface of parts, and their significant unstable deformations. Grinding, which is the main operation in the processing of nitrided surfaces, is a long and laborious process.
The process of ion nitriding is carried out in a vacuum working chamber, in which the parts are the cathode, and the grounded body of the chamber is the anode. At a reduced pressure of a nitrogen-containing atmosphere, the application of an electrical potential between the parts and the chamber body causes gas ionization. As a result of ion bombardment, the parts are heated to the required temperature, and the surface, being saturated with nitrogen, is hardened.
Usually, nitriding is carried out at temperatures below 600C, when the predominant diffusion of nitrogen occurs. The diffusion transfer rate of nitrogen depends on temperature, concentration gradient, composition and structure of the base material, and other factors. Diffusion of nitrogen atoms occurs along vacancies, dislocations, and other defects in the crystal structure. As a result of diffusion, the nitrogen concentration in the surface layer changes with depth.
The greatest acceleration of the nitriding process is achieved in the glow discharge plasma, when a glow discharge is excited in a rarefied atmosphere between the workpiece (cathode) and the anode. Gas ions bombard the cathode surface and heat it up to a temperature of 470-580C. Positively charged nitrogen ions under the influence of energy electrostatic field move at a certain speed along the perpendicular to the surface of the part, and the energy of the nitrogen ion obtained in the glow discharge plasma, at a potential difference of 800 V, is approximately 3000 times greater than the energy of the nitrogen atom during furnace nitriding in dissociated ammonia. Nitrogen ions heat the surface of the part and also sputter iron atoms from the surface (cathode sputtering). Iron atoms combine with nitrogen in the glow discharge plasma to form iron nitride, which is deposited on the surface of the part. thin layer. Subsequently, the bombardment of the FeN layer with nitrogen ions is accompanied by the formation of lower nitrides FeNFe3NFe4N and a solid solution of nitrogen in -iron Fe(N). The nitrogen formed during the decay of the lower nitride diffuses into the depth of the material of the part, and the iron is again sprayed into the plasma.
In contrast to furnace heating, during ion nitriding (in glow discharge plasma), the parts are heated due to the plasma energy consumed in proportion to the mass of the charge. This does not require stoves with massive masonry.
Nitriding of easily passivating high-chromium stainless steels necessarily requires the addition of hydrogen to the gaseous medium. To obtain high-quality diffusion layers without a phase on the surface during ion nitriding of steels of various classes, it is advisable to carry out the cathode sputtering stage in hydrogen at a pressure of about 13 Pa and a voltage of about 1000 V, and the saturation stage - in a mixture of (3-5%) hydrogen and (95-97%) nitrogen at a pressure of 133-1330 Pa. The gaseous medium of such a composition ensures the uniformity of the thickness of the diffusion layers on the parts placed in the charge over the volume of the working chamber. Increasing the pressure of the mixture in the second stage (nitriding) promotes an increase in the depth of the diffusion layer.
It has been established that the duration of the ion nitriding process is about half that of furnace nitriding, according to the current serial technology. The dependence of the depth of the diffusion layer on the duration of saturation during ion nitriding, as well as during furnace nitriding, has a parabolic character. The influence of the ion nitriding temperature on the layer depth has a dependence close to the exponent.
During conventional nitriding in dissociated ammonia, the maximum hardness for most steels is located at some distance from the surface, and the surface layer, which is a brittle α-phase, is usually ground off. As a result of ion nitriding, the surface has the maximum hardness. The diameters of nitrided parts of the “shaft” type vary, as a rule, by 30-40 microns, which often falls within the tolerance field. Therefore, taking into account the high quality of the surface after ion nitriding and the preservation of cleanliness, it can be left untreated, or limited to polishing or light lapping.
With the help of ion nitriding at the base plant, it was possible to achieve high efficiency in increasing the durability of cutting tools and hot deformation dies in the manufacture of parts from difficult-to-machine heat-resistant nickel, titanium and stainless steels.
The practice of introducing and using the process of ion nitriding of parts in industry has shown the feasibility of the widespread introduction of this process into mass production. The ion nitriding process allows:
Increase the service life of nitrided parts;
Provide hardening of parts for which the use of other hardening methods is difficult or impossible;
Reduce the labor intensity of manufacturing by eliminating the operation of applying electroplating;
In some cases, refuse grinding after nitriding;
Reduce the duration of the nitriding cycle by more than 2 times;
Improve occupational health.
A feature of the production of aircraft engines is a wide variety of steel grades, including those hardened by nitriding. The development of the technological process of ion nitriding was preceded by a deep analysis of the achievements in this area of foreign and domestic research.
Structural steels of pearlitic, austenitic, martensitic, transitional classes, maraging steels of the following materials were subjected to the study of hardening by ion nitriding: V2, 40Kh10S2M, 14Kh10S2M, 14Kh17N2, 15Kh15K5N2MVFAB-Sh (EP866), 30Kh2NVA, 16Kh3NVFAB-Sh, (DI39, VKS-5), N18K9M5T (MS200), etc. technological processes of ion nitriding of parts instead of carburizing, as well as previously not hardened by chemical-thermal treatment.
For parts that work for wear at low contact pressures under corrosion conditions, it is necessary to obtain a diffusion layer with a developed nitride zone, on which the running-in of rubbing surfaces and corrosion resistance depend.
For parts operating under cyclic loads under wear conditions with increased contact loads, it is necessary to strive to obtain a layer with a large internal nitriding zone.
Variation of the layer structure makes it possible to obtain various combinations of the layer and the core. This is confirmed by numerous examples of nitriding for various groups of parts.
When developing technological processes, comprehensive systematic studies of the influence of the main technological factors on the quality and operational characteristics of the diffusion layer during ion nitriding were carried out in order to optimize their parameters.
A high hydrogen content in the mixture, including that corresponding to the composition at complete dissociation of ammonia, promotes the formation of nitride phases on the nitrided surface in the form of a monolayer up to the -phase (Fe2N). In addition, a mixture of nitrogen with a high hydrogen content, both in the mixer cylinder, where the mixture is prepared, and in the working chamber, after a certain time, begins to affect the depth of the nitrided layer, as well as its unevenness on the parts over the volume of the charge. Hydrogen in a gaseous medium during ion nitriding plays the role of a reducing agent of oxides on the hardened surface, which prevent direct contact and interaction of nitrogen with the metal.
Steels of the usual class are nitrided in pure nitrogen without the addition of hydrogen. However, nitrided layers are not always uniform in depth.
As a result of studies of the effect of pressure in the working chamber on the quality of the nitrided layer, it can be recommended to carry out the first stage (cathode sputtering) in hydrogen at a pressure of about 13 Pa and at a voltage of about 1000 V. Increasing the pressure of the mixture of the second stage (nitriding) contributes to an increase in the depth of the diffusion layer, and ion nitriding should be carried out at a pressure of 133-1330 Pa.
The quality of the diffusion layers is affected by the temperature and duration of the process. Figure .. shows the influence of these factors on the layer depth of some steels that differ in composition and are typical representatives of various classes.
It has been established that the duration of the ion nitriding process is about half that of furnace nitriding using the current serial technology.
The distribution of microhardness over the depth of the nitrided layer is an important performance characteristic. During conventional nitriding in dissociated ammonia, the maximum hardness for most steels is located at some distance from the surface, and the surface layer, which is a brittle α-phase, is usually ground off. As a result of ion nitriding of all steels, the surface has the maximum hardness. Therefore, taking into account the high quality of the surface after ion nitriding and maintaining cleanliness, it can be left untreated or limited to polishing or light lapping.
After ion nitriding, all steels have no -phase on the surface. The absence of the -phase on the surface during ion nitriding is probably due to the barrier effect of oxides, which reduce the nitrogen content directly on the metal, cathode sputtering, and the lower stability of the -phase in vacuum and glow discharge plasma.
One of the main performance characteristics many parts of aircraft engines and aircraft is wear resistance.
The study of wear resistance was carried out both from the surface of nitrided samples and after grinding to a depth of 0.03-0.06 mm.
Ionic nitriding of parts in serial production subjected mainly to three kinds of parts. These are parts subjected to conventional nitriding in dissociated ammonia, cemented parts with light and medium work loads on the product, and parts with significant wear that are not subjected to hardening by chemical-thermal treatment due to the impossibility of subsequent refinement by grinding due to the complex geometric shape.
The long duration of isothermal exposure, reaching 50 hours, with a significant range of nitrided parts, often disrupts the rhythm of production. Another significant disadvantage of serial technology is the high labor intensity in the manufacture of parts associated with the application and removal of galvanic coatings used to protect against nitriding. Grinding of nitrided parts, especially of a complex configuration, is sometimes accompanied by uneven defects, which are practically not detected by control and manifest themselves only during operation on a serial engine as a result of premature wear of the defective layer. When grinding parts, especially from such a complex alloy steel as 15Kh16K5N2MVFAB, cracks sometimes formed on sharp edges due to the relaxation of residual stresses, as well as at the transition points from a cylindrical surface to an end surface immediately after nitriding.
It is advisable to subject the finished parts to hardening by ion nitriding. This is due to the fact that the maximum hardness and wear resistance after ion nitriding is possessed directly by the surface or layers closely adjacent to it, while after conventional nitriding, layers located at some distance from the surface are more efficient.
To take into account the allowance for "swelling" in the manufacture, the effect of ion nitriding on the change in the dimensions of parts was investigated. The studies were carried out on typical representatives of parts. The statistics of the distribution of parts by size change was established. Parts of the shaft type have an increase in diameter after ion nitriding. For bushings and spheres, the outer diameter increases, and the inner diameter decreases. For most nitrided parts, the diameter has changed by 30 - 40 microns.
Some parts are nitrided after finishing machining, and dimensional deviations fit into the tolerance field. Thus, in the process of manufacturing parts, the laborious operation of grinding a nitrided surface was excluded. This circumstance makes it possible to expand the range of parts to be hardened, where machining after their hardening is difficult or impossible (for example, bent parts such as a bandage).
Tooling was designed and manufactured to protect non-nitrided surfaces. During ion nitriding of parts, in contrast to furnace nitriding, the protection of surfaces that are not subject to nitriding is the most technologically advanced. Nickel plating and tin plating, used to protect non-nitrided surfaces during furnace nitriding, are labor-intensive operations and do not always provide required quality protection. In addition, after nitriding, it is often necessary to remove these coatings by chemical or mechanical means.
During ion nitriding, non-nitriding surfaces are protected by metal screens that are in close contact with the surface that is not subject to nitriding (the gap is not more than 0.2 mm). This surface is not exposed to the glow charge and is thus reliably protected from nitriding. When nitriding parts, protection against nitriding was repeatedly used with the help of screens of various surfaces, such as planes, internal and external cylindrical surfaces, threaded surfaces, etc. Practice has shown the reliability and convenience of this method of protection. Devices for these purposes can be used repeatedly. Surfaces of parts that are not subject to nitriding can be finished.
The ion nitriding process allows:
increase the service life of nitrided parts;
to provide hardening of parts for which the use of other hardening methods is difficult or impossible;
reduce the complexity of manufacturing by eliminating operations for applying electroplating;
in some cases, abandon grinding after nitriding;
reduce the duration of the nitriding cycle by more than two times;
improve occupational health.
Three different types of nitriding are currently used in industry: to obtain a high hardness of the surface layer, anti-corrosion ion and “soft” nitriding, etc.
To obtain high hardness of parts from structural steels, the process is carried out at a temperature of 500 to 520C for up to 90 hours. The degree of dissociation of ammonia is regulated by its supply and ranges from 15 to 60%. In a single-stage nitriding mode, the process is carried out at a constant temperature (500520C), and then it is raised to 560570C. This leads at a low temperature to the formation at first of a thin layer well saturated with nitrogen with finely dispersed nitrides, and then, with an increase in temperature, the diffusion rate increases and the time to obtain the required thickness of the nitrided layer is reduced. A two-stage nitriding cycle reduces the time of steel saturation with nitrogen by 22.5 times.
When improving the nitriding process, the following important tasks should be solved:
creation of a controlled process that provides a given gas composition, structure and depth of the diffusion layer;
intensification of the process of formation of the nitrided layer.
Two fundamentally new methods of direct control of the nitriding process have been developed, one of them allows one to estimate the nitrogen potential of the furnace atmosphere by its ionic composition (ionic dissociamers), and on the other hand, it opens up the possibility of direct analysis of the kinetics of the formation of diffusion coatings during the nitriding process (eddy current analyzers). The nitrogen potential is monitored by an ionization sensor with feedback with mixing system.
For nitriding, qualitatively new installations with program management technological process. The intensification of the nitriding process can be achieved by increasing the saturation temperature, regulating the activity of the atmosphere, changing its composition, as well as using magnetic fields and various kinds electrical discharges (spark, corona, glow).
During chemical-thermal treatment, the depth of the saturated layer in some cases is more than required, in others it is less than required, sometimes warping and deformation occur, the saturated layer cracks, etc. Characteristics of the marriage of chemical-thermal treatment, the main reasons for its occurrence, measures to eliminate the marriage are given in the table.



Popular
- Where to get start-up capital for a business
- How to name a company: examples of names
- Making money in Sims
- How to make money while traveling How to make money while traveling
- All profitable business niches
- All profitable business niches
- Top bucks that pay in dollars
- Earning on comments
- Similar to vktarget. Vktarget reviews. How to get more tasks on the VKtarget project - basic recommendations
- How to start earning in the game Farm Neighbors?