Scrap steel building specifications gost. Scrap steel construction specifications GOST Scrap steel construction specifications
Official edition
USSR STATE COMMITTEE FOR CONSTRUCTION
DEVELOPED by the Ministry of Construction, Road and Municipal Engineering
PERFORMERS
V. V. Kulagin, N. I. Fedorov INTRODUCED by the Ministry of Construction, Road and Municipal Engineering
Deputy Minister V. A. Yeletsky
APPROVED AND INTRODUCED BY Decree of the USSR State Committee for Construction of February 21, 1983 No. 28
UDC 621.865.2:669.14:006.354 Group Zh36
STATE STANDARD OF THE UNION OF THE SSR
STEEL BUILDING SCRAPS Specifications
Instead of GOST 1405-72
Pinch and wrecking steel bars. Specifications
Decree of the USSR State Committee for Affairs
Non-compliance with the standard is punishable by law
This standard applies to steel scrap,
used in construction in the production of construction and installation, rigging and other works.
1. TYPES AND BASIC DIMENSIONS
1.1. Scrap, depending on the purpose, should be made of the following types indicated in Table. 1.
Table 1_
1.2. The main dimensions of the crowbars must correspond to those indicated in the drawing. 1-8 and in table. 2-4.
Reprint prohibited
Official edition
O Standards Publishing, 1983
The maximum deviations of the dimensions of the working part of the crowbars indicated on the drawings must comply with GOST 7829 - The tolerance for the length of the crowbar should not be more than ± 1%.
1.3. Symbols of crowbars should consist of designations of the standard size of scrap and this standard.
An example of a symbol for scrap size LG15:
Crowbar-nail pullers type LG Standard sizes LG16, LG20, LG24
| table 2 Dimensions in mm_ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Standard size LG16A
Weight - no more than 0.8 kg.
Standard size LG15A
Weight - no more than 0.78 kg.
The rest of the dimensions are hell. 3.
Mounting crowbars type LM
Standard sizes LM20, LM24, LM32 measures
LM19, LM22, LMZO
| Table 3 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Common crowbars type LO
Dimensions in mm
Standard sizes L024,
Standard sizes L022, L026,
L028, L032 LOZO
| Table 4 Dimensions in mm_ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. TECHNICAL REQUIREMENTS
2.1. Scraps must be manufactured in accordance with the requirements of this standard according to working drawings and standard samples agreed with the basic standardization organization and approved in the prescribed manner.
2.2. Crowbars must be made of steel grades 45 or 50 according to GOST 1050-74.
The requirements for the steel assortment must not be lower than the requirements established by GOST 2590-71 or GOST 2879-69.
It is allowed to produce scrap from steel grades BStb according to GOST 380-71 and from other grades, the mechanical properties of which are not lower than those of steel of the indicated grades.
2.3. Crowbars should not have cracks, sunsets, hairlines, captivity, inclusions.
On the surface of scrap processed by hot forging or stamping, individual dents from scale are allowed.
2.4. The ends of crowbars over a length of at least 150 mm must be heat treated and have a hardness of HRC 40. . .47 (HRC 38. . .46).
2.5. The nail-pulling parts of LG-type crowbars, when pulling out nails, should not change their geometric shape and crumble. On their surfaces, after pulling out the nails, there should be no breaks, cracks and spalls.
2.6. The straightness tolerance of straight sections of crowbars should not exceed 1% of their length.
2.7. Sharp edges of crowbars must be blunted.
2.8. Crowbars must be coated with Chem. Ok. prm. according to GOST 9.073-77 or BT-577 coating according to GOST 5631-79. The oxide coating must comply with GOST 9.301-78, operating conditions - group G in accordance with GOST 14007-68.
The paintwork must comply with class V according to GOST 9.032-74, operating conditions - group VI according to GOST 9.104-79.
It is allowed to use other coatings that provide anti-corrosion protection of products.
3. ACCEPTANCE RULES
3.1. Scraps must be accepted by the technical control of the manufacturer.
3.2. Scrap is accepted and delivered in batches.
The batch size is determined by agreement of the parties.
The batch must consist of scraps of the same size, made from the same materials, processed according to the same technological process and simultaneously presented for acceptance according to one document.
3.3. When checking scrap for compliance with the requirements given in paragraphs. 1.1, 1.2, 2.1 (in terms of compliance with the working drawings), 2.4-2.6, two-stage control is used, for which scrap is selected from the batch in accordance with Table 8.
| Table 8 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3.4. A batch of scrap is accepted if the number of defective scrap in the first sample is less than or equal to the acceptance number, and rejected without assigning a second sample if the number of defective scrap is greater than or equal to the rejection number.
If the number of defective scraps in the first sample is greater than the acceptance number, but less than the rejection number, a second sample is made.
A batch of scrap is accepted if the number of defective scrap in two samples is less than or equal to the acceptance number, and rejected if the number of defective scrap in two samples is greater than or equal to the rejection number.
3.5. Checking scrap for compliance with the requirements given in paragraphs.
2.1 (in terms of compliance with standard samples), 2.3, 2.7, 2.8 must
carried out by the method of continuous control.
3.6. The consumer has the right to carry out a control check of the quality of scrap, while applying the sampling procedure and test methods specified in this standard.
4. CONTROL METHODS
4.1. The dimensions of the crowbars must be checked using measuring instruments, the measurement errors of which do not exceed:
4.5. The strength of the nail part of the crowbars (clause 2.5) is checked by alternately pulling out 5 nails with a diameter of 4 or 5 mm and a length of 120 to 150 mm, hammered to a depth of 100 to 125 mm into birch or other wood of similar hardness.
4.6. Control of oxide coatings - according to GOST 9.302-79.
5. MARKING, PACKAGING, TRANSPORT AND STORAGE
5.1. On the surface of each scrap must be applied:
trademark of the manufacturer;
type or standard size of scrap;
price (in the manufacture of a product for retail).
Note. The method of applying these markings must ensure its safety during the entire service life of the scrap.
5.2. Scrap with an oxide coating must be subjected to conservation in accordance with GOST 9.014-78. The period of protection of scrap without re-preservation should be at least one year.
5.3. Scraps of the same size are stacked in packs and are tied with low-carbon steel wire according to GOST 3282-74 in at least two places.
To avoid damage to the coating on the surface of the crowbars, thick paper should be placed under the wire. Crowbars should not move in connected packs.
5.4. By agreement with the consumer, other packaging of scrap is allowed, ensuring their safety from mechanical damage during transportation and storage.
transcript
1 STATE STANDARD OF THE UNION OF THE SSR SCRAP STEEL BUILDING SPECIFICATIONS GOST DEVELOPED BY THE MINISTRY OF CONSTRUCTION, ROAD AND UTILITY ENGINEERING PERFORMERS VV Kulagin, NI Fedorov INTRODUCED BY THE MINISTRY OF CONSTRUCTION, ROAD AND UTILITY ENGINEERING Deputy. Minister V. A. Yeletsky APPROVED AND INTRODUCED BY THE Decree of the USSR State Committee for Construction of February 21, 1983 28 Official publication USSR STATE COMMITTEE FOR CONSTRUCTION Moscow
2 UDC:669.14: Group Zh36 STATE STANDARD OF THE UNION OF THE SSR STEEL CONSTRUCTION SCRAPS Specifications Pinch and wrecking steel bars. Specifications OKP GOST Instead of GOST By Decree of the State Committee of the USSR for Construction Affairs dated February 21, 1983, 28, the introduction date is set from Page. 2 GOST Limit deviations of the dimensions of the working part of crowbars not indicated on the drawings must comply with GOST. The tolerance for the length of the crowbar should not be more than ± 1%. An example of a symbol for scrap of size LG15: LG15 GOST Crowbar-nail pullers of LG type Sizes LG16, LG20, LG24 Non-compliance with the standard is punishable by law This standard applies to steel scrap used in construction in the production of construction, installation, rigging and other works. 1. TYPES AND BASIC DIMENSIONS 1.1. Scrap, depending on the purpose, should be made of the following types indicated in Table. 1. Table 1 Type Name Purpose LG LM LO Crowbar-nail puller Assembly crowbar Ordinary crowbar For pulling out nails in the production of formwork and carpentry rocky soils, as well as at 1.2. The main dimensions of the crowbars must correspond to those indicated in the drawing. 1 8 and in table Official edition Reprint prohibited Standards Publishing House, 1983 Note. Size (45 ± 3)º - reference Sizes LG15, LP9, LG22 Fig. 2 Other dimensions according to fig. 1.
3 GOST Page 3 Table 2 Dimensions in mm Weight, N N Size D s L 1 a a 1 b l R R 1 s kg, not ±3 ±1 ±2 ± 3 ± 0.5 ±1 ± 1 more than LH.4 6 2.5 LH ,57 LG,6 7,5 2,5 LG,65 LG,9 LG,7 Standard size LG16A 4 GOST Standard size LG15A Damn. 4 Other dimensions according to fig. 3. Standard sizes LM20, LM24, LM32 measures Mounting crowbars type LM Weight not more than 0.78 kg. Type LM19, LM22, LM30 3 Weight not more than 0.8 kg. Crap. 5 Damn. 6 Other dimensions according to fig. 5.
4 GOST Page 5 Size D S L l Dimensions in mm l 1 l 2 ±3 l 3 A ±3 a 1 ±1 Table 3 R Weight, kg, max ordinary type LO Sizes LO24, Sizes LO28, L032 LO22, LO26, LO3O Chert. 7 Damn. 8 Other dimensions according to fig. 7. Page 6 GOST Table 4 Dimensions in mm Size D S L l l 1 а b Weight, kg, ±3 ±3 no more than LO.2 LO.0 LO.8 LO.7 LO.4 LO.2 2. TECHNICAL REQUIREMENTS 2.1. Scraps must be made in accordance with the requirements of this standard according to working drawings and reference samples agreed with the basic standardization organization and approved in the prescribed manner Scraps must be made of steel grades 45 or 50 according to GOST , established by GOST or GOST It is allowed to produce scrap from steel grades Bst6 according to GOST and from other grades, the mechanical properties of which are not lower than those of steel of the specified grades. Scrap should not have cracks, sunsets, hairline, captivity, inclusions. On the surface of crowbars processed by hot forging or stamping, individual dents from scale are allowed. The ends of crowbars over a length of at least 150 mm must be heat treated and have a hardness of HRC (HRC) . On their surfaces after pulling out the nails, there should be no breaks, cracks and spalls. The straightness tolerance of straight sections of crowbars should not exceed 1% of their length. The sharp edges of crowbars should be blunted. Oks. prm. according to GOST or coating BT-577 according to GOST Oxide coating must comply with GOST, operating conditions group Zh according to GOST
5 GOST Page 7 The paint coating must comply with class V according to GOST, operating conditions group VI according to GOST Other coatings that provide anti-corrosion protection of products are allowed. 3. ACCEPTANCE RULES 3.1. Scrap must be accepted by the technical control of the manufacturer. Scrap is accepted and delivered in batches. The batch size is determined by agreement of the parties. The batch must consist of scraps of the same size, made from the same materials, processed according to the same technological process and simultaneously presented for acceptance according to one document. When checking scraps for compliance with the requirements given in paragraphs. 1.1, 1.2, 2.1 (in terms of compliance with the working drawings), a two-stage control is used, for which scrap is selected from the batch in accordance with Table 8. Table 8 Size of the scrap party, pcs Control steps Volume of one sample, pcs. The volume of two samples, pcs. Acceptance number Rejection number First Second First Second First Second 4 5 First Second 6 7 First Second . Page 8 GOST If the number of defective scrap in the first sample is greater than the acceptance number, but less than the rejection number, a second sample is made. A batch of scrap is accepted if the number of defective scrap in two samples is less than or equal to the acceptance number, and rejected if the number of defective scrap in two samples is greater than or equal to the rejection number. 2.1 (in terms of compliance with standard samples), 2.3, 2.7, 2.8 must be carried out by the method of complete control. The consumer has the right to carry out a control check of the quality of scrap, while applying the sampling procedure and test methods specified in this standard. 4. CONTROL METHODS 4.1. The sizes of crowbars should be checked using measuring instruments, the measurement errors of which do not exceed: the values \u200b\u200bspecified in GOST for linear dimensions; 25% of the tolerance on the controlled size for the deviation of the shape and location of the surfaces. The mass of crowbars should be determined by weighing on the balance. Limits of permissible error in mass measurements ± 0.02 kg Continuous control of scrap is carried out visually by comparing them with standard samples. Determination of the hardness of heat-treated sections of scrap according to GOST. 2.5) is checked by alternately pulling out 5 nails with a diameter of 4 or 5 mm and a length of 120 to 150 mm, driven to a depth of 100 to 125 mm into birch or other wood of similar hardness Control of oxide coatings according to GOST MARKING, PACKAGING, TRANSPORTATION AND STORAGE 5.1 . On the surface of each scrap must be applied: the trademark of the manufacturer; type or standard size of scrap; price (in the manufacture of a product for retail). Note. The method of applying the indicated markings must ensure its safety during the entire service life of scrap. Scrap with an oxide coating must be subjected to preservation in accordance with GOST.
6 GOST Str Scraps of the same size are placed in packs and are tied with low-carbon steel wire according to GOST in at least two places. To avoid damage to the coating on the surface of the crowbars, thick paper should be placed under the wire. Scraps should not be moved in bundled bundles. Upon agreement with the consumer, other packaging of scraps is allowed, ensuring their safety from mechanical damage during transportation and storage. A label in accordance with GOST should be attached to each bundle Scraps can be transported by any type of transport, 5.7. Storage of scrap according to the group of storage conditions C according to GOST
The certificate has expired CONSTRUCTION AND STATE STANDARDS OF THE UNION OF THE SSR CONSTRUCTION TOOL Official publication Moscow PUBLISHING STANDARDS 1994
GOST 7948-80 UDC 531.719.31:006.354 Group Zh36 STATE STANDARD OF THE UNION OF THE SSR Steel construction plumb lines Specifications Steel construction plumb-lines. Specifications OKP 48 3328 Introduction date
Approved and put into effect by the Decree of the State Standard of the USSR of June 27, 1989 N 2086 STATE STANDARD OF THE UNION OF THE SSR AXES BUILDING SPECIFICATIONS Builders axes. Specifications GOST 18578-89
G O S U D A R S T V E N N Y S T A N D A R T S O YU Z A S S R PICK-HOES AND PICK AXES SPECIFICATIONS GOST 1757 76 Official edition Price 3 kopecks. USSR STATE CONSTRUCTION COMMITTEE Moscow project
Group ZH36 STATE STANDARD OF THE UNION OF THE SSR CONSTRUCTION STEEL trowels Specifications Constructional steel trowels. Technical requirements GOST 10403 80 OKP 48 33-20 Introduction date 01.01.82 Present
STATE STANDARD OF THE UNION OF THE SSR HOSE CONNECTIONS FOR AIR HOSES WITH A DIAMETER OF 19 mm SPECIFICATIONS GOST 2201 79 Official publication USSR STATE COMMITTEE ON STANDARDS Moscow developers
GOST 22130-86 MOVABLE SUPPORTS AND SUSPENSIONS Specifications - Experiment Center GOST 22130-86 UDC 621.643-23:006.354 Zh34
STATE STANDARD OF THE UNION OF THE SSR COLD FORMED PROFILES FROM ALUMINUM AND ALUMINUM ALLOYS FOR Fencing Building Structures TECHNICAL CONDITIONS GOST 24767-81 STATE CONSTRUCTION COMMITTEE
UDC 621.923.77.02:006.3S4 Group G22 STATE V E N D A R S T V E N Y Y STAND A R T S O U Z A S R RIGID MULTI-BALL RIGID DIFFERENTIAL ROLLING WITH DIAMETER from 40 to 300 mm FOR DIMENSIONAL AND FINISHING
STATE STANDARD OF THE UNION OF THE SSR Trowels, blades and cut-offs GOST Specifications 9533-81 Trowels, tuck pointing tools. Specifications Introduction date 01/01/82 This standard applies to
GOST 3124-77* Group D45 STATE STANDARD OF THE UNION OF THE SSR HOSE CONNECTIONS FOR FLEXIBLE HOSES OF HYDROMONITORS Specifications Hose connections for flexible hoses of monitors. Specifications OKP
STATE STANDARD OF THE UNION OF THE SSR KNIVES FOR PLANERS SPECIFICATIONS GOST 1183 80 Official edition Price 3 kopecks. USSR STATE COMMITTEE ON STANDARDS Moscow participation in shared construction
Group B24 M E F G O S U D A R S T V E N N Y S T A N D A R T STEEL PACKAGING TAPE Specifications GOST 3560-73 Package steel strip. Specifications OKP 12 3100 Introduction date 01.01.75 This
UDC 621.643.4-762:006.314 Group G17 STATE STANDARD OF THE UNION OF THE SSR FLAT METAL GASKETS FOR CLOSED VALVES OF CONNECTIONS OKP 10 6745 Specifications Sealing metal flat
GOST 6727-80: Cold-drawn low-carbon steel wire for reinforced concrete structures Specifications Cold-drawn low-carbon steel wire for reinforced concrete. Specifications
STATE STANDARD OF THE UNION OF THE SSR STEEL TEELS FOR STEEL ROPES GOST 2224-71 Official edition Price 3 kopecks. STATE COMMITTEE OF STANDARDS OF THE COUNCIL OF MINISTERS OF THE USSR Moscow wedding lace
GOST 25782-90 UDC 693.548.6:006.354 Group Zh36 STATE STANDARD OF THE UNION OF THE SSR Rules, graters and graters Specifications Darbies, floats and semifloats. Specifications OKP 48 3320 Introduction date
GOST 19752-84 Flat metal sealing gaskets for closed joints. Specifications Group G17 STATE STANDARD OF THE UNION OF THE SSR Valid from 01.07.85 to 01.07.90* Decree
GOST 9533-81 UDC 69.002.54:006.354 Group Zh36 STATE STANDARD OF THE UNION OF THE SSR Trowels, blades and cut-offs Specifications Trowels, tuck pointing tools. Specifications OKP 48 3320 Introduction date
Group ZH36 G O S D A R S T V E N N Y Y S T A N D A R T OF THE UNION OF THE SSR Trowels, blades and cut-offs Specifications Trowels, tuck pointing "tools. Specifications GOST 9533 81 RKP 48 ZY20 Introduction date 01/01/82
GOST 6727-80. Cold-drawn low-carbon steel wire for reinforcing reinforced concrete structures. Specifications (with Amendments N 1-4) GOST 6727-80 This standard is distributed
STATE STANDARD OF THE UNION OF THE SSR PROBES MAIN PARAMETERS. TECHNICAL REQUIREMENTS GOST 882 75 Official publication USSR STATE COMMITTEE FOR STANDARDS Moscow Group P52 G O S U D A R S T V E N N
GOST 19752-84 Group G17 STATE STANDARD OF THE UNION SSR FLAT METAL SEALING GASKETS FOR CLOSED CONNECTION CLUTCHES Specifications Sealing metal flat gaskets for closed gates.
STATE STANDARD OF THE UNION OF THE SSR GLASS FACING CARPET-MOSAIC TILES AND CARPETS FROM THEM SPECIFICATIONS Glass carpet-mosaic facing tiles and carpets from them. Specifications GOST 17057-89
GOST 17057-89 UDC 666.264.7-431:006:354 Group Zh16 STATE STANDARD OF THE UNION OF THE SSR Glass facing carpet-mosaic tiles and carpets made of them Specifications Glass carpet-mosaic facing tiles
GOST 25782-90 Group Zh36 STATE STANDARD OF THE UNION OF THE SSR RULES, GRATERS AND GROTTS Specifications Darbies, floats and semifloats. Specifications OKP 48 3320 Introduction date 1991-01-01 INFORMATIONAL
STATE STANDARD OF THE UNION OF THE SSR PAPER HONEYCOMB FILLER SPECIFICATIONS GOST 23233-78 Official publication USSR STATE COMMITTEE ON CONSTRUCTION DEVELOPED
INTERSTATE STANDARD RULES, GRATERS AND SEMIFLOWS Specifications GOST 25782-90 Darbies, floats and semifloats. Specifications Date of introduction 01.01.91 This standard applies to rules
GOST 9559-89 STATE STANDARD OF THE UNION OF THE SSR LEAD SHEETS SPECIFICATIONS Lead sheets. Specifications Valid from 01/01/91 to 01/01/96 This standard applies to lead sheets,
STATE STANDARD OF THE UNION OF THE SSR STATE STANDARD OF THE UNION OF THE SSR
GOST 24741-81 UDC 691.88:621.88:006.354 Group Zh34 STATE STANDARD OF THE UNION OF THE SSR Attachment of crane rails to steel crane beams Specifications OKP 52 6121 Joint for connection
Group G36 NATIONAL STANDARDS UNION Z A S S R SPATULAS Specifications. Specifications GOST 10778 83 OKP 4 * 8 3320 Introduction date 01.01.84 This standard is distributed
STATE STANDARD OF THE UNION OF THE SSR ROLLERS PAINTING SPECIFICATIONS GOST 10831-80 Official edition Price 5 feet USSR STATE COMMITTEE FOR CONSTRUCTION Moscow building technical
STATE STANDARD OF THE UNION OF THE SSR ASSEMBLY FOR FASTENING CRANE RAILS TO STEEL CRANE BEAMS SPECIFICATIONS GOST 24741-81 USSR STATE COMMITTEE FOR CONSTRUCTION Moscow STATE
STATE STANDARD OF THE UNION OF THE SSR Attachment of crane rails to steel crane beams Specifications GOST 24741-81 USSR STATE COMMITTEE FOR CONSTRUCTION Moscow STATE
GOST 2310-77 Steel metalwork hammers. Specifications (with Amendments N 1-4) Introduction date 1980-01-01 Information data 1. DEVELOPED AND INTRODUCED by the Ministry of Machine Tool and Tool
STATE COMMITTEE OF THE COUNCIL OF MINISTERS Moscow STANDARDS OF THE USSR UDC "2,1.791
UDC 669.3 426:006.354 Group V74 G O D A R S T V E N N Y Y ST A N D A R T S O U Z A S R O KP 18 4490 GOST COPPER CREDIT WIRE 4752 79* Specifications Instead of Copper cylinder wire. Technical
STATE STANDARD OF THE UNION OF THE SSR BITUMINATED AND TAR PACKAGING PAPER SPECIFICATIONS GOST 515-77 Official publication State Committee of Standards of the Council of Ministers of the USSR Moscow. Developed
GOST 9416-83. Building levels. Specifications. OKP 48 3300 Introduction date 1985-01-01 Informational data 1. DEVELOPED AND INTRODUCED by the Ministry of Construction, Road and Municipal Engineering
GOST 15176-89 Group E41 STATE STANDARD OF THE UNION OF THE SSR PRESSED ELECTRICAL TIRES FROM ALUMINUM AND ALUMINUM ALLOYS Specifications Extruded tires made of aluminum and aluminum
STATE STANDARD OF THE UNION OF THE SSR FENCES OF STAIRS, BALCONIES AND ROOFS STEEL GENERAL SPECIFICATIONS GOST 25772-83 STATE COMMITTEE OF THE USSR ON CONSTRUCTION MOSCOW STATE STANDARD
GOST 15176-89 STATE STANDARD OF THE UNION OF THE SSR PRESSED ELECTRICAL TIRES FROM ALUMINUM AND ALUMINUM ALLOYS Specifications Extruded tires made of aluminum and aluminum alloys
I X 5 STATE STANDARD OF THE UNION SSR PINS CYLINDRICAL HARDENED SPECIFICATIONS GOST 24296-80 (ST SEV 1487-78) Official publication USSR STATE COMMITTEE ON STANDARDS Moscow certificate
STATE UNION SSR STANDARD COPPER CRUSHING WIRE SPECIFICATIONS GOST 4752-79 Official publication Moscow UDC 669.3-426:006.354 Group B74 G O S U D A R S T V E N N Y Y S T A N D A R T
GOST 8142-89 PADS FOR RAILWAY RAIL TYPES P18, P24, P33 STATE STANDARD OF THE UNION OF THE SSR PADS FOR RAILWAY RAIL TYPES P18, P24, P33 SPECIFICATIONS GOST 8142-89 STATE
GOST 10774-80. Cylindrical riveting pins. Specifications This standard applies to cylindrical rivet pins with a diameter of 2 to 25 mm intended for permanent connections.
STATE STANDARD OF THE UNION OF THE SSR Attachment of crane rails to steel crane beams SPECIFICATIONS GOST 24741-81 USSR STATE COMMITTEE FOR CONSTRUCTION Moscow STATE
GOST 9399-81 Group G18 INTERSTATE STANDARD THREADED STEEL FLANGES FOR 20-100 MPa (200-1000 kgf/cm) Specifications Threaded steel flanges for Pn 20-100 MPa (200-1000 kgf/cm). Specifications
CONSTRUCTION STEEL HAMMER GOST Specifications 11042-90 Construction steel hammers. Specifications Date of introduction 01.01.92 This standard applies to steel construction hammers (hereinafter referred to as
G O S U D A R S T V E N N Y S O U Z A S S R S T A N D A R T PRESSED TIRES FOR ELECTRICAL PURPOSE FROM ALUMINUM AND ALUMINUM ALLOYS SPECIFICATIONS GOST 15176-89 Official publication STATE
G O S U D A R S T V E N N Y S T A N D A R T S O U Z A S S R GOST CANCELLED fifb t7.ar.fs~ INSERT WASHER FOR REINFORCED CONCRETE SLEEPERS TECHNICAL CONDITIONS GOST 23157- 78 Official publication STATE COMMITTEE
INTERSTATE STANDARD BAKELIZED PLYWOOD SPECIFICATIONS Official publication GOST 867393 IPK STANDARDS PUBLISHING HOUSE Moscow Bakclite resins plywood. Specifications Group K24 OKP 55 1500
Group B6 INTERNATIONAL STANDARD STEEL COLD-WORKED SEAMLESS PIPES FOR SHIPBUILDING MKS.040.10 OKP 1 4400, 1 5100 Specifications Cold-deformed seamless steel
STATE STANDARD OF THE UNION OF THE SSR REINFORCED CONCRETE FOUNDATIONS UNDER THE COLUMNS OF AGRICULTURAL BUILDINGS TECHNICAL CONDITIONS GOST 24022-80 Official publication UDC 624.15:691.328:006.354 G O S U D A
USSR STATE STANDARDS RANGE OF FERROUS METALS ROLL AND CALIBRATED STEEL Official publication of the COMMITTEE OF STANDARDS, MEASURES AND MEASURING INSTRUMENTS UNDER THE COUNCIL OF MINISTERS OF THE USSR Moscow
G O S D A R S T V E N N Y S T A N D A R T S O YU Z A S S R WASHER SPRING SPECIFICATIONS GOST 640270 (ST SEV 266580) Moscow G O S U D A R S T V E N N Y S T A N D A R T S O Y Z A S S R WASHER
G O S D A R S T V E N N Y S T A N D A R T S O U Z A S R HEAT INSULATING CYLINDERS AND HALF CYLINDERS FROM MINERAL WOOL WITH SYNTHETIC BINDER TECHNICAL CONDITIONS GOST 23208-83 ( ST SEV 3476-81)
GOST 21797-76 Two-turn spring washers for railway track. Specifications (with Amendments N 1, 2) This standard applies to two-turn spring washers of accuracy class C, designed
GOST 28241-89. Vice manual. Specifications Introduction date 1991-01-01 INFORMATION DATA 1. DEVELOPED AND INTRODUCED by the USSR Ministry of Machine Tool and Tool Industry 2. APPROVED
STATE STANDARD OF THE UNION OF THE SSR PRESSED ELECTRICAL PURPOSE FROM ALUMINUM AND ALUMINUM ALLOYS SPECIFICATIONS GOST 15176-89 E USSR STATE COMMITTEE ON STANDARDS Moscow
GOST 6 4 0 2-7 0 M E F G O S U D A R S T V E N N Y S T A N D A R T WASHER springs SPECIFICATIONS Official publication Moscow Standartinform 2006 building design Group GZb M E F G O S U
G O D A R S T V E N N Y S T A N D A R T S O U Z A S R DIAMOND TIPS AND BREAKERS FOR INSTRUMENTS FOR MEASURING THE HARDNESS OF METALS AND ALLOYS TECHNICAL CONDITIONS GOST 9377-81 Edition official STATE
STATE STANDARD OF THE UNION OF THE SSR REINFORCED CONCRETE FOUNDATIONS UNDER THE COLUMNS OF AGRICULTURAL BUILDINGS Specifications GOST 24022-80 USSR STATE COMMITTEE FOR CONSTRUCTION Moscow
GOST 24301-93 Group B55 INTERSTATE STANDARD BRONZE AND CAST BRASS RODS AND PIPES Specifications Bronze and brass cast bars and tubes. Specifications OKS 77.140.90* OKP 17 3000 * In the Index
GOST 11871-88 Round slotted nuts of accuracy class A. Specifications Date of introduction 1989-01-01 INFORMATION DATA 1. DEVELOPED AND INTRODUCED by the Ministry of Machine Tool and Tool Industry
GOST 10495-80 INTERSTATE STANDARD HEX NUTS FOR FLANGED CONNECTIONS OVER 10 to 100 MPa (over 100 to 1000 kgf / cm 2) INTERSTATE STANDARD HEX NUTS FOR FLANGED
GOST 8027-86. Worm cutters for splined shafts with a straight-sided profile. Specifications STATE STANDARD OF THE UNION SSR GOST 8027-86 (ST SEV 880-78) Group G23 WORM CUTTER FOR SPLINED SHAFTS
Scrap steel construction
Specifications
Official edition
USSR STATE COMMITTEE FOR CONSTRUCTION
DEVELOPED by the Ministry of Construction, Road and Municipal Engineering
PERFORMERS
V. V. Kulagin, N. I. Fedorov INTRODUCED by the Ministry of Construction, Road and Municipal Engineering
Deputy Minister V. A. Yeletsky
APPROVED AND INTRODUCED BY Decree of the USSR State Committee for Construction of February 21, 1983 No. 28
UDC 621.865.2:669.14:006.354 Group Zh36
STATE STANDARD OF THE UNION OF THE SSR
STEEL BUILDING SCRAPS Specifications
Instead of GOST 1405-72
Pinch and wrecking steel bars. Specifications
Decree of the USSR State Committee for Affairs
Non-compliance with the standard is punishable by law
This standard applies to steel scrap,
used in construction in the production of construction and installation, rigging and other works.
1. TYPES AND BASIC DIMENSIONS
1.1. Scrap, depending on the purpose, should be made of the following types indicated in Table. 1.
Table 1_
Reprint prohibited
Official edition
O Standards Publishing, 1983
The maximum deviations in the dimensions of the working part of the crowbars indicated on the drawings must comply with GOST 7829 - The tolerance for the length of the crowbar should not be more than ± 1%.
1.3. Symbols of crowbars should consist of designations of the standard size of scrap and this standard.
An example of a symbol for scrap size LG15:
LG15 GOST 1405-83
Crowbar-nail pullers type LG Standard sizes LG16, LG20, LG24
| (30*3)’ |
|
Note. Size (45 ± 3)° - reference Sizes LG15, LP9, LG22 |
 |
|
table 2 Dimensions in mm_ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Standard size LG16A
Weight - no more than 0.8 kg.
Standard size LG15A
Weight - no more than 0.78 kg.
The rest of the dimensions are hell. 3.
Mounting crowbars type LM
Standard sizes LM20, LM24, LM32 measures
LM19, LM22, LMZO

 |
| Crap. 5 |
| Table 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Common crowbars type LO
Dimensions in mm
Standard sizes L024,
Standard sizes L022, L026,
L028, L032 LOZO
|
Table 4 Dimensions in mm_ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. TECHNICAL REQUIREMENTS
2.1. Scraps must be manufactured in accordance with the requirements of this standard according to working drawings and standard samples agreed with the basic standardization organization and approved in the prescribed manner.
2.2. Crowbars must be made of steel grades 45 or 50 according to GOST 1050-74.
The requirements for the steel assortment must not be lower than the requirements established by GOST 2590-71 or GOST 2879-69.
It is allowed to produce scrap from steel grades BStb according to GOST 380-71 and from other grades, the mechanical properties of which are not lower than those of steel of the indicated grades.
2.3. Crowbars should not have cracks, sunsets, hairlines, captivity, inclusions.
On the surface of scrap processed by hot forging or stamping, individual dents from scale are allowed.
2.4. The ends of crowbars over a length of at least 150 mm must be heat treated and have a hardness of HRC 40. . .47 (HRC 38. . .46).
2.5. The nail-pulling parts of LG-type crowbars, when pulling out nails, should not change their geometric shape and crumble. On their surfaces, after pulling out the nails, there should be no breaks, cracks and spalls.
2.6. The straightness tolerance of straight sections of crowbars should not exceed 1% of their length.
2.7. Sharp edges of crowbars must be blunted.
2.8. Crowbars must be coated with Chem. Ok. prm. according to GOST 9.073-77 or BT-577 coating according to GOST 5631-79. The oxide coating must comply with GOST 9.301-78, operating conditions - group G in accordance with GOST 14007-68.
The paintwork must comply with class V according to GOST 9.032-74, operating conditions - group VI according to GOST 9.104-79.
It is allowed to use other coatings that provide anti-corrosion protection of products.
3. ACCEPTANCE RULES
3.1. Scraps must be accepted by the technical control of the manufacturer.
3.2. Scrap is accepted and delivered in batches.
The batch size is determined by agreement of the parties.
The batch must consist of scraps of the same size, made from the same materials, processed according to the same technological process and simultaneously presented for acceptance according to one document.
3.3. When checking scrap for compliance with the requirements given in paragraphs. 1.1, 1.2, 2.1 (in terms of compliance with the working drawings), 2.4-2.6, two-stage control is used, for which scrap is selected from the batch in accordance with Table 8.
| Table 8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3.4. A batch of scrap is accepted if the number of defective scrap in the first sample is less than or equal to the acceptance number, and rejected without assigning a second sample if the number of defective scrap is greater than or equal to the rejection number.
If the number of defective scraps in the first sample is greater than the acceptance number, but less than the rejection number, a second sample is made.
A batch of scrap is accepted if the number of defective scrap in two samples is less than or equal to the acceptance number, and rejected if the number of defective scrap in two samples is greater than or equal to the rejection number.
3.5. Checking scrap for compliance with the requirements given in paragraphs.
2.1 (in terms of compliance with standard samples), 2.3, 2.7, 2.8 must
carried out by the method of continuous control.
3.6. The consumer has the right to carry out a control check of the quality of scrap, while applying the sampling procedure and test methods specified in this standard.
4. CONTROL METHODS
4.1. The dimensions of the crowbars must be checked using measuring instruments, the measurement errors of which do not exceed:
values specified in GOST 8.051-81 - for linear dimensions;
25% of the tolerance for the controlled size - for the deviation of the shape and location of the surfaces.
4.2. The mass of scrap should be determined by weighing on the balance. Limits of permissible error in mass measurements ± 0.02 kg.
4.3. Continuous control of scrap is carried out visually - by comparing them with standard samples.
4.4. Determination of the hardness of heat-treated sections of scrap - according to GOST 9013-59.
4.5. The strength of the nail part of the crowbars (clause 2.5) is checked by alternately pulling out 5 nails with a diameter of 4 or 5 mm and a length of 120 to 150 mm, hammered to a depth of 100 to 125 mm into birch or other wood of similar hardness.
4.6. Control of oxide coatings - according to GOST 9.302-79.
5. MARKING, PACKAGING, TRANSPORT AND STORAGE
5.1. On the surface of each scrap must be applied:
trademark of the manufacturer;
type or standard size of scrap;
price (in the manufacture of a product for retail).
Note. The method of applying these markings must ensure its safety during the entire service life of the scrap.
5.2. Scrap with an oxide coating must be subjected to conservation in accordance with GOST 9.014-78. The period of protection of scrap without re-preservation should be at least one year.
5.3. Scraps of the same size are stacked in packs and are tied with low-carbon steel wire according to GOST 3282-74 in at least two places.
To avoid damage to the coating on the surface of the crowbars, thick paper should be placed under the wire. Crowbars should not move in connected packs.
5.4. By agreement with the consumer, other packaging of scrap is allowed, ensuring their safety from mechanical damage during transportation and storage.
5.5. A label must be attached to each pack in accordance with GOST 2.601-68.
5.6. Scrap can be transported by any type of transport,
5.7. Storage of scrap - according to the group of storage conditions C in accordance with GOST 15150-69.
Approved
Decree of the Gosstroy of the USSR
STATE STANDARD OF THE UNION OF THE SSR
STEEL BUILDING SCRAPS
SPECIFICATIONS
Pinch and wrecking steel bars. Specifications
GOST 1405-83
Group G 36
OKP 48 3320
Introduction date
INFORMATION DATA
1. Developed and introduced by the Ministry of Construction, Road and Municipal Engineering.
Developers: V.V. Kulagin, N.I. Fedorov.
2. Approved and put into effect by the Decree of the State Committee of the USSR for Construction of 21.02.1983 N 28.
3. Instead of GOST 1405-72.
4. Reference normative and technical documents
──────────────────────────────────────────────┬──────────────────
──────────────────────────────────────────────┼──────────────────
GOST 2.601-68│5.5
GOST 8.051-81│4.1
GOST 9.014-78│5.2
GOST 9.032-74│2.8
GOST 9.104-79│2.8
GOST 9.301-86│2.8
GOST 9.302-88│4.6
GOST 9.303-84│2.8
GOST 9.306-85│2.8
GOST 380-88│2.2
GOST 1050-88│2.2
GOST 2590-88│2.2
GOST 2879-88│2.2
GOST 3282-74│5.3
GOST 5631-79│2.8
GOST 7829-70│1.2
GOST 9013-59│4.4
GOST 15150-69│5.7
5. Reissue.
This standard applies to steel scrap used in construction in the production of construction and installation, rigging and other works.
1. TYPES AND BASIC DIMENSIONS
1.1. Scrap, depending on the purpose, should be made of the following types indicated in Table. 1.
Table 1
─────┬─────────────────┬──────────────────────────────────────────
Type │Description│Purpose
─────┼─────────────────┼──────────────────────────────────────────
LG│Crowbar-nail puller│ D For pulling out nails during production
││formwork and carpentry works
LM│Mounting scrap│ For displacement and installation of assembly elements -
││ building structures during installation
││buildings and structures and in production
││rigging work
LO │ Scrap ordinary │ For loosening dense, frozen and rocky
││soils, as well as in the production
││rigging work
1.2. The main dimensions of the crowbars must correspond to those indicated in the drawing. 1 - 8 and in table. 2 - 4.
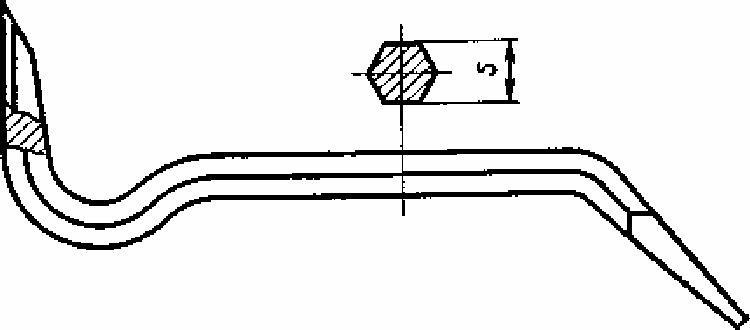
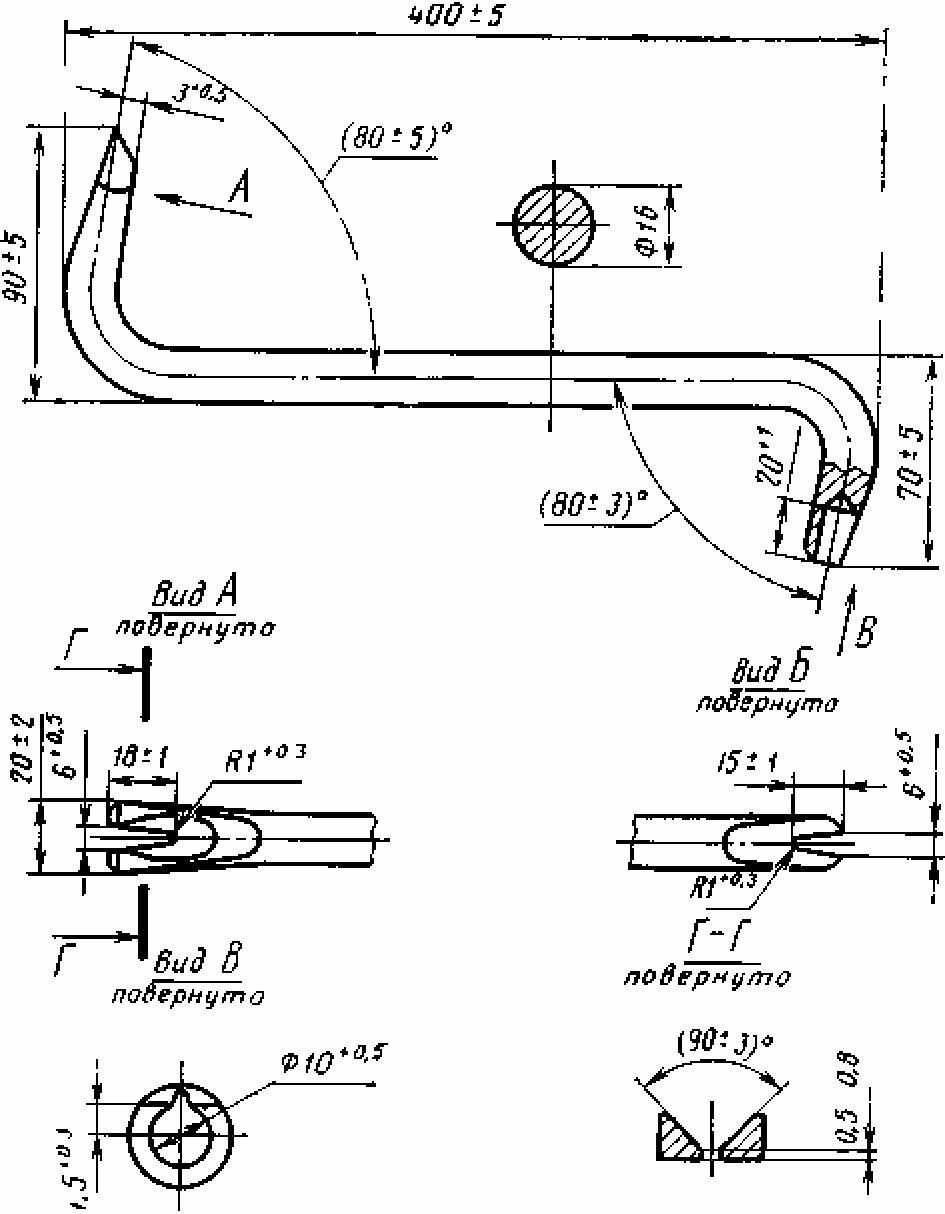
Crowbar-nail pullers type LG
Sizes LG16, LG20, LG24
Crap. 1
Note. Size (45 +/- 3)° - reference.
Sizes LG15, LG19, LG22

Crap. 2
The rest of the dimensions are hell. 1.
Standard size LG16A

Crap. 3
Weight - no more than 0.8 kg.
Standard size LG15A

Crap. 4
Weight - no more than 0.78 kg.
The rest of the dimensions are hell. 3.
Mounting crowbars type LM
Standard sizes LM20, LM24, LM32

Crap. 5
Standard sizes LM19, LM22, LM30
Crap. 6
The rest of the dimensions are hell. 5
Common crowbars type LO
Standard sizes LO24, LO28, LO32

Crap. 7
Standard sizes LO22, LO26, LO30
Crap. 8
The rest of the dimensions are hell. 7.
table 2
Dimensions in mm
─────┬───┬───┬────┬─────┬─────┬─────┬─────┬─────┬─────┬───────┬─────┬─────┬──────
Tipo-│ D │ S │ L│Н│Н │а│а│b│l│R│ R│с│Mass,
times- │││││1 ││1 ││││1││kg, not
measures││││+/- 5│+/- 5│+/- 3│+/- 1│+/- 2│+/- 3│+/- 0.5│+/- 1│+/- 1│more
LG16 │16 │-│320 │90│70│30│5│18│20│1.4│6│2.5│0.58
LG15 │-│15 │││││││││││0.57
─────┼───┼───┼────┼─────┼─────┼─────┼─────┼─────┼─────┼───────┼─────┼─────┼──────
LG20 │20 │-│600 │90│85│34│6│22│20│1.6│7.5│2.5│1.7
─────┼───┼───┤│││││ ││││├──────
LG19 │-│19 │││││││││││1.65
─────┼───┼───┼────┼─────┼─────┼─────┼─────┼─────┼─────┼───────┼─────┼─────┼──────
LG24 │24 │-│1000│110│100│45│8│28│30│2.1│9│3│3.9
─────┼───┼───┤│││││││││├──────
LG22 │-│22 │││││││││││3.7
Table 3
Dimensions in mm
─────┬───┬───┬────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┬──────
Tipo-│ D │ S │ L│l│l│l│l│а│а │R│Mass,
times- │││││1 │2 │3 ││1 ││kg, not
measures││││+/- 5│+/- 5│+/- 3│+/- 3│+/- 3│+/- 1│+/- 5│ more
LM20 │20 │-│560 │30│80│15│70│32│6│20│1.35
─────┼───┼───┤│││││││├──────
LM19 │-│19 │││││││││1.35
─────┼───┼───┼────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼──────
LM24 │24 │-│1180│40│100│20│90│38│8│24│4,2
─────┼───┼───┤│││││││├──────
LM22 │-│22 │││││││││3.9
─────┼───┼───┼────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼──────
LM32 │32 │-│1320│50│110│20│100│45│10│32│8.4
─────┼───┼───┤│││││││├──────
LM30 │-│30 │││││││││8.2
Table 4
Dimensions in mm
──────┬──────┬──────┬──────┬──────┬──────┬──────┬──────┬──────────
Tipo- │D│S│L│l│ l │а│b│Mass, kg,
size│││││1│││no more
││││+/- 5 │+/- 5 │+/- 3 │+/- 3 │
LO24│24│-│1180│40│30│20│25│4.2
LO22│-│22││││││4.0
──────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┼──────────
LO28│28│-│1400│55│40│25│30│6.8
──────┼──────┼──────┤││││├──────────
LO26│-│26││││││6.7
──────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┼──────────
LO32│32│-│1400│70│53│30│35│9.4
──────┼──────┼──────┤││││├──────────
LO30│-│30││││││9.2
Limit deviations of the dimensions of the working part of crowbars not indicated on the drawings must comply with GOST 7829. The tolerance for the length of the crowbar should not be more than +/- 1%.
1.3. Symbols of crowbars should consist of a designation of the standard size of scrap and this standard.
An example of a symbol for scrap size LG15:
LG15 GOST 1405-83
2. TECHNICAL REQUIREMENTS
2.1. Scraps must be manufactured in accordance with the requirements of this standard according to working drawings and standard samples agreed with the basic standardization organization and approved in the prescribed manner.
2.2. Crowbars must be made of steel grades 45 or 50 according to GOST 1050.
The requirements for the steel assortment must not be lower than the requirements established by GOST 2590 or GOST 2879.
It is allowed to produce scrap from steel grades St6ps, St6sp according to GOST 380 and from other grades, the mechanical properties of which are not lower than those of steel of the indicated grades.
2.3. Crowbars should not have cracks, sunsets, hairlines, captivity, inclusions.
On the surface of scrap processed by hot forging or stamping, individual dents from scale are allowed.
2.4. The ends of the crowbars at a length of at least 150 mm must be heat treated and have a hardness of 40...47 (HRC 38...46).
2.5. The nail-pulling parts of LG-type crowbars, when pulling out nails, should not change their geometric shape and crumble. On their surfaces, after pulling out the nails, there should be no breaks, cracks and spalls.
2.6. The straightness tolerance of straight sections of crowbars should not exceed 1% of their length.
2.7. Sharp edges of crowbars must be blunted.
2.8. Crowbars must be coated X them. Oks. prm . in accordance with GOST 9.306 or BT-577 coating in accordance with GOST 5631. The oxide coating must comply with GOST 9.301, operating conditions - group 3 in accordance with GOST 9.303.
The paintwork must comply with class V according to GOST 9.032, operating conditions - group U1 according to GOST 9.104.
It is allowed to use other coatings that provide anti-corrosion protection of products.
3. ACCEPTANCE RULES
3.1. Scraps must be accepted by the technical control of the manufacturer.
3.2. Scrap is accepted and delivered in batches.
The batch size is determined by agreement of the parties.
The batch must consist of scraps of the same size, made from the same materials, processed according to the same technological process and simultaneously presented for acceptance according to one document.
3.3. When checking scrap for compliance with the requirements given in paragraphs. 1.1, 1.2, 2.1 (in terms of compliance with the working drawings), 2.4 - 2.6, two-stage control is used, for which scrap is selected from the batch in accordance with Table. 5.
Table 5
────────────┬──────────┬──────────┬───────────┬─────────┬─────────
Size │ Steps │Volume one- │Volume two │Acceptance - │Rejection -
batch │ control │ choice- │ samples, │ number │ number
crowbars, pcs. ││ki , pcs.│pcs.││
51 - 90│First│8│16│0│2
│Second│8││1│2
────────────┼──────────┼──────────┼───────────┼─────────┼─────────
91 - 150│First│13│26│0│3
├──────────┼──────────┤├─────────┼─────────
│Second│13││3│4
────────────┼──────────┼──────────┼───────────┼─────────┼─────────
151 - 280│First│20│40│1│4
│Second│││4│5
────────────┼──────────┼──────────┼───────────┼─────────┼─────────
281 - 500│First│32│64│2│5
├──────────┤│├─────────┼─────────
│Second│││6│7
────────────┼──────────┼──────────┼───────────┼─────────┼─────────
501 - 1200│First│50│100│3│7
├──────────┤│├─────────┼─────────
│Second│││8│9
3.4. A batch of scrap is accepted if the number of defective scrap in the first sample is less than or equal to the acceptance number, and rejected without assigning a second sample if the number of defective scrap is greater than or equal to the rejection number.
If the number of defective scraps in the first sample is greater than the acceptance number, but less than the rejection number, a second sample is taken.
A batch of scrap is accepted if the number of defective scrap in two samples is less than or equal to the acceptance number, and rejected if the number of defective scrap in two samples is greater than or equal to the rejection number.
3.5. Checking scrap for compliance with the requirements given in paragraphs. 2.1 (in terms of compliance with standard samples), 2.3, 2.7, 2.8 should be carried out by the method of complete control.
3.6. The consumer has the right to conduct a quality control check of scrap, while applying the sampling procedure and test methods specified in this standard.
4. CONTROL METHODS
4.1. The dimensions of the crowbars must be checked using measuring instruments, the measurement errors of which do not exceed:
The values specified in GOST 8.051 - for linear dimensions;
25% of the tolerance for the controlled size - for the deviation of the shape and location of the surfaces.
4.2. The mass of scrap should be determined by weighing on the balance.
Limits of permissible error of mass measurements +/- 0.02 kg.
4.3. Continuous control of scrap is carried out visually - by comparing them with standard samples.
4.4. Determination of the hardness of heat-treated sections of scrap - according to GOST 9013.
4.5. The strength of the nail part of the crowbars (clause 2.5) is checked by alternately pulling out 5 nails with a diameter of 4 or 5 mm and a length of 120 to 150 mm, hammered to a depth of 100 to 125 mm into birch or other wood of similar hardness.
4.6. Control of oxide coatings - according to GOST 9.302.
5. MARKING, PACKAGING, TRANSPORT AND STORAGE
5.1. On the surface of each scrap must be applied:
Trademark of the manufacturer;
Type or standard size of scrap;
Price (in the manufacture of a product for retail).
Note. The method of applying these markings must ensure its safety during the entire service life of the scrap.
5.2. Scrap with an oxide coating must be subjected to conservation in accordance with GOST 9.014. Scrap protection period without carrying out reconservation must be at least one year old.
5.3. Scraps of the same size are stacked in packs and are tied with low-carbon steel wire according to GOST 3282 in at least two places.
To avoid damage to the coating on the surface of the crowbars, thick paper should be placed under the wire. Crowbars should not move in connected packs.
5.4. By agreement with the consumer, other packaging of scrap is allowed, ensuring their safety from mechanical damage during transportation and storage.
5.5. A label in accordance with GOST 2.601 must be attached to each pack.
5.6. Scrap can be transported by any type of transport.
5.7. Storage of scrap - according to the group of storage conditions C in accordance with GOST 15150.




Popular
- How to open a charitable foundation - step by step guide
- Cattle breeding: features and prospects
- Carp breeding in ponds and pools
- How to get stable passive income
- Earn money on Instagram, how to make money on likes?
- Takeaway coffee: a detailed plan for opening
- The most popular product in Russia
- What is better to sell in an online store
- What is the best way to trade?
- How to start your own business without quitting your job